 Ajutor
Ajutor




ms mult @bitex! e cam complicata treaba pentru ca nu le am cu programarea si nici cu electronica aceasta avansata. problema este ca nu sunt ale mele ci sunt de la facultate pe inventar, dar o sa ma documentez din aceste posturi pentru a face ceva de la 0. ms mult inca o data!
bafta!
CNC (computer numerical control) masini cu comanda numerica
 Citare Multipla
Citare Multipla
#2434
 Danieltnokia2000
Danieltnokia2000 

- Senior
-

- Grup: Members
- Postari: 333
- Inregistrat: 21-October 07
- Gender:Male
- Location:New York
- Interests:discussion
Postat 23 April 2008 - 10:55 PM
Miezu_eu, la 23 Apr 2008, 18:29, a spus:
ms mult @bitex! e cam complicata treaba pentru ca nu le am cu programarea si nici cu electronica aceasta avansata. problema este ca nu sunt ale mele ci sunt de la facultate pe inventar, dar o sa ma documentez din aceste posturi pentru a face ceva de la 0. ms mult inca o data!
bafta!
bafta!
daca te intereseaza contolere pt cnc fac eu.... cu 3..5 axe + iesire comanda releu pt freza, fir cald sau ce vrei tu sa pui!
Aceasta postare a fost editata de Danieltnokia2000: 23 April 2008 - 10:55 PM
#2435
hellas
- Junior
-
- Grup: Members
- Postari: 64
- Inregistrat: 20-July 07
Postat 24 April 2008 - 08:12 AM
Danieltnokia2000, la 23 Apr 2008, 10:31, a spus:
si ce ce crezi ca e bine sa fac transmisia la asa o dimensiune 2200x1200? curea, ax filetat, cremaliera?
Eu ti as indica cremaliera sau curea. La dimensiunile astea surubul trapezoidal are flexiuni mari si esti obligat sa folosesti un diametru mai mare (cam 30 mm) si implicit motoare si drivere mult mai puternice.
O foto cu ce am construit eu cu sina.
http://www.rhc.ro/forumrhc2/index.php?act=...=post&id=207632
Pot sa ti spun din experienta ca sina e o alta viata. La dimensiuni mici de CNC merg si barele rectificate , dar la dimensiuni mai mari, sina iti da numai avantaje (aparte pretul).
Aceasta postare a fost editata de hellas: 24 April 2008 - 08:20 AM
#2436
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 24 April 2008 - 03:31 PM
Danieltnokia2000, la 23 Apr 2008, 22:55, a spus:
Miezu_eu, la 23 Apr 2008, 18:29, a spus:
ms mult @bitex! e cam complicata treaba pentru ca nu le am cu programarea si nici cu electronica aceasta avansata. problema este ca nu sunt ale mele ci sunt de la facultate pe inventar, dar o sa ma documentez din aceste posturi pentru a face ceva de la 0. ms mult inca o data!
bafta!
bafta!
daca te intereseaza contolere pt cnc fac eu.... cu 3..5 axe + iesire comanda releu pt freza, fir cald sau ce vrei tu sa pui!
mai ieftin ca asta ?
http://www.hi-end.ro/controller-pe-4-axe-p...-pas-p-857.html
#2437
mayer_maryus
- Membru
-
- Grup: Members
- Postari: 126
- Inregistrat: 03-March 08
Postat 25 April 2008 - 10:26 AM
Danieltnokia2000, la 23 Apr 2008, 10:31, a spus:
si ce ce crezi ca e bine sa fac transmisia la asa o dimensiune 2200x1200? curea, ax filetat, cremaliera?
sfatul meu din punct de vedere technic.....
surub cu pas 10mm diametru 30 fix iar piulita este cea actionata de motor o sa-ti atasez cateva poze dupa paste cand ajung la munca (lucrez pe asa ceva)
de ex la mecanumeric modelele mai vechi se rotea surubul care era actionat de o curea raport 2:1 (la 2 ture de surub, axul motorul facea o singura tura) pe axa y y=2,1m e axa x era cu cremaliera+ reductor + ambreiaj:D x=4,1m
la cel nou s-a ajuns la urmatoarea modificare: axa y surub rotativ y=2,1m si axa x surub static si piulita rotativa x=3,1 m
la cel de-al doilea care este achizitionat anul trecut in noiembrie se misca f bine cu viteze aproape duble fata de cel vechi(este versiunea pro cu 2 suruburi si 2 motoare pe axa x) si curbele le ia foarte lin....
la viteze destul de bune cam...70-100mm/sec inconditii de aschiere
o alta varianta de masina pe care am lucrat este flexicam unde totul este pe cremaliere....
tot 2 masini dar de geneatii diferite...
la ambele la anumite viteze vibreaza f rau iar un cerc taiat este facut din segmente care se vad ...
sper sa-ti fie de ajutor sfatul meu este surub cu bile iar pt viteze mari surubul fix
#2438
Aztec

- Membru
-
- Grup: Members
- Postari: 200
- Inregistrat: 20-February 04
Postat 25 April 2008 - 06:57 PM
mayer_maryus, la 25 Apr 2008, 10:26, a spus:
la cel nou s-a ajuns la urmatoarea modificare: axa y surub rotativ y=2,1m si axa x surub static si piulita rotativa x=3,1 m
la cel de-al doilea care este achizitionat anul trecut in noiembrie se misca f bine cu viteze aproape duble fata de cel vechi(este versiunea pro cu 2 suruburi si 2 motoare pe axa x) si curbele le ia foarte lin....
la viteze destul de bune cam...70-100mm/sec inconditii de aschiere
la cel de-al doilea care este achizitionat anul trecut in noiembrie se misca f bine cu viteze aproape duble fata de cel vechi(este versiunea pro cu 2 suruburi si 2 motoare pe axa x) si curbele le ia foarte lin....
la viteze destul de bune cam...70-100mm/sec inconditii de aschiere
Unde ziceai ca lucrezi?
Tell me and I forget it; show me and I remember; involve me and I understand.
#2439
LukeSoft

- Incepator
-
- Grup: Members
- Postari: 17
- Inregistrat: 02-December 02
- Gender:Male
Postat 25 April 2008 - 11:34 PM
Salutare...
Urmaresc de ceva timp acest topic ... intr-un tarziu m-am hotarat sa ma apuc si eu de o astfel de "masinarie" ... am gasit doua tipuri de motoare ... unele cu 4 fire (STH-39H112 - Shinano Kenshi Co.) si celalalt tip (17PM-K303-P3L de la MInebea Co.) - nu am gasit prea mare lucru despre ele... insa as dori sa aflu de la cei mai experimentati daca se potrivesc la "Hot Wire CNC Foam cutter" si ce electronica imi recomandati ...
Va multumesc ...
... cam asa ceva vreau sa construiesc...
Urmaresc de ceva timp acest topic ... intr-un tarziu m-am hotarat sa ma apuc si eu de o astfel de "masinarie" ... am gasit doua tipuri de motoare ... unele cu 4 fire (STH-39H112 - Shinano Kenshi Co.) si celalalt tip (17PM-K303-P3L de la MInebea Co.) - nu am gasit prea mare lucru despre ele... insa as dori sa aflu de la cei mai experimentati daca se potrivesc la "Hot Wire CNC Foam cutter" si ce electronica imi recomandati ...
Va multumesc ...
... cam asa ceva vreau sa construiesc...
#2446
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 27 April 2008 - 07:24 AM
Am modificat intr-o vreme un script pentru Eagle, ce genera Gcode pentru o masina in patru axe, a patra fiind de fapt rotatia pipetei de prins componenta. O sa il caut, sper sa-l mai am. Uite aici testele: http://video.google.com/videoplay?docid=89...888159444815773
Cealalta intrebare n-am inteles-o. Cauti un soft care sa ruleze pe un pc standard, care sa accepte impulsuri step-dir? Asta este cam greu hardware, intre altele, din lipsa resurselor i/o limitate. Ce vrea sa fie cnc pivotant? Sa fie 2.5d?
Cealalta intrebare n-am inteles-o. Cauti un soft care sa ruleze pe un pc standard, care sa accepte impulsuri step-dir? Asta este cam greu hardware, intre altele, din lipsa resurselor i/o limitate. Ce vrea sa fie cnc pivotant? Sa fie 2.5d?
#2447
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 27 April 2008 - 09:07 AM
Cred ca el cauta un soft pentru robot SCARA (structura RRT). Am gasit din intamplare cautand softuri de CNC si un soft configurabil pentru robotei. O sa umblu pe paginile de pe care am copiat cate ceva, poate dau de el.
Stiu ca exista soft pentru ce spui. In schimb n-am vazut unul pentru conversie. Sunt ceva sanse sa construiesti tu ceva, ca pana la urma tot step/dir scoate softul, doar ca stii de unde iei si unde pui, folosind deplasari unghiulare.
Se face pe la robotica teoria, exista programe facute. Ca denumire cred ca ar fi problema directa sau inversa a pozitiei... Caut ceva materiale si revin. Sper sa gasesc chiar programul pentru SCARA.
Spor la treaba!
Stiu ca exista soft pentru ce spui. In schimb n-am vazut unul pentru conversie. Sunt ceva sanse sa construiesti tu ceva, ca pana la urma tot step/dir scoate softul, doar ca stii de unde iei si unde pui, folosind deplasari unghiulare.
Se face pe la robotica teoria, exista programe facute. Ca denumire cred ca ar fi problema directa sau inversa a pozitiei... Caut ceva materiale si revin. Sper sa gasesc chiar programul pentru SCARA.
Spor la treaba!
Aceasta postare a fost editata de bitex: 27 April 2008 - 09:10 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2450
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 27 April 2008 - 01:03 PM
Aha. Interesant. In elektor era publicat un articol, acum cativa ani. Era vorba de o masina de gaurit PCB, structura bizara, care folosea un sistem mai putin ordinar de transformare de coordonate. Daca te intereseaza mai serios, am sa caut prin cduri articolul original (doar in franceza) cu pcb cu tot. Tin minte ca era cu un 877 pe post de buffer/indexer si 3717 la drivere.
http://www.radix-pcb.com/index.html?d_500_...et_TanBo325.htm
Iar legat de transformare cinematica inversa, sunt si eu interesat de un soft pentru PC. Eu am doi roboti tip SCARA, le-am facut electronica compatibila STEP/DIR la servomotoare cu feedback potentiometric :lol: , dar n-am mai avut vreme sa termin modulul hardware de transformare cinematica inversa.
http://www.radix-pcb.com/index.html?d_500_...et_TanBo325.htm
Iar legat de transformare cinematica inversa, sunt si eu interesat de un soft pentru PC. Eu am doi roboti tip SCARA, le-am facut electronica compatibila STEP/DIR la servomotoare cu feedback potentiometric :lol: , dar n-am mai avut vreme sa termin modulul hardware de transformare cinematica inversa.
#2453
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 27 April 2008 - 02:24 PM
Am toate articolele si vroiam sa o fac mai demult dar m-am impotmolit din cauza reperelor mecanice, acuma pot sa execut toate reperele dar nu mai am chef :rolleyes:
Vad ca elector a scos si un kit pentru o masinuta http://www.elektor.com/magazines/2006/dece...ine.58642.lynkx
Vad ca elector a scos si un kit pentru o masinuta http://www.elektor.com/magazines/2006/dece...ine.58642.lynkx
Aceasta postare a fost editata de vrajitoru: 27 April 2008 - 02:27 PM
#2454
Danieltnokia2000
- Senior
-
- Grup: Members
- Postari: 333
- Inregistrat: 21-October 07
- Gender:Male
- Location:New York
- Interests:discussion
Postat 27 April 2008 - 02:48 PM
vrajitoru, la 24 Apr 2008, 15:31, a spus:
Danieltnokia2000, la 23 Apr 2008, 22:55, a spus:
Miezu_eu, la 23 Apr 2008, 18:29, a spus:
ms mult @bitex! e cam complicata treaba pentru ca nu le am cu programarea si nici cu electronica aceasta avansata. problema este ca nu sunt ale mele ci sunt de la facultate pe inventar, dar o sa ma documentez din aceste posturi pentru a face ceva de la 0. ms mult inca o data!
bafta!
bafta!
daca te intereseaza contolere pt cnc fac eu.... cu 3..5 axe + iesire comanda releu pt freza, fir cald sau ce vrei tu sa pui!
mai ieftin ca asta ?
http://www.hi-end.ro/controller-pe-4-axe-p...-pas-p-857.html
400lei pt 5 axe+comanda releu :rolleyes:
#2455
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 27 April 2008 - 03:42 PM
cu radiator, pcb de fabrica ?
Amperaj ? Functiuni ?
Un releu e 2 lei... dar are si ala + o sursa proprie in comutaie, inclusa :rolleyes:
Amperaj ? Functiuni ?
Un releu e 2 lei... dar are si ala + o sursa proprie in comutaie, inclusa :rolleyes:
Aceasta postare a fost editata de vrajitoru: 27 April 2008 - 03:49 PM
#2456
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 27 April 2008 - 04:45 PM
Danieltnokia2000, la 27 Apr 2008, 15:48, a spus:
400lei pt 5 axe+comanda releu :rolleyes:
La ce-i bun un controler cu 5 axe?
Daca ala cu 4 inteleg ca poate fi folosit pentru polistirene cu 4 motoare, sau la cnc-uri pe 3 axe la care investesti intr-un modul de rezerva nu prea inteleg la ce e bun ala cu 5.
Nu-s cam multe rezervele? Posesori de 4 axe n-am vazut atat de multi incat sa merite efortul.
Zic si eu...
Danieltnokia2000, faci si pentru 3 axe? Sau macar modulul cu 5, functioneaza si doar cu 3 montate? Te-ai gandit si la o diferenta de pret?
Adica ai un pret pentru 3 axe, eventual fara releu? Mai degraba o sursa de 5V pentru logica, direct din aia de alimentare a motoarelor...
Nu te-ai gandit la o placa de legatura intre LPT si controlere? Ca e si aia o problema, sunt multe fire care ajung acolo, pe langa alea de comanda motoare...
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2458
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 27 April 2008 - 05:54 PM
Nici eu nu am vazut logica pana nu am venit cu 24 de fire de la motoare si senzori spre LPT (fara sa mai pun partea de motor de frezare si lumina) pe care nu le pot cositori muncitoreste de pinii conectorului DB25 si pentru care nu gasesc loc in nici un controler cumparat.
De exemplu, teoretic ar trebui ca 3 module separate sa fie echivalente cu o placa pentru 3 axe. Nu-i asa.
In toate placile cumparate nu am si traseele pentru senzori sau relee si altele. Adica nu pot aduna din 3 placi toate intrarile si iesirile din LPT.
Nici macar la o placa de 3 axe nu cred ca le am pe toate. Si daca exista toti conectorii, sigur vrei sa faci ceva ce nu incape pe acea placa.
Trebuie o placa intermediara unde se pot face schimbari, cu conectoroare din acelea cu suruburi. Stiu ca exista si pe placa asemenea conectori. Doar ca de regula placule nu au facute toate legaturile cam cum doreste utilizatorul.
Pana la urma imi este usor sa fac singur acea placa, dar e musai s-o am. Uneori schimb din soft pinii pe care trimit semnal si ori umblu la cablu sa inversez firele in DB25 (totdeauna cositorite) ori imi fac o placa de care zic acum in care lucrez cu conectori cu suruburi si schimb acolo. Daca vreau sa schimb motoarele intre ele le pot scoate si baga in noua pozitie dar pierd ordinea firelor cat timp ele sunt simultan deconectate. Alta ar fi viata daca firele ar ramane permanent "blocate" intr-un conector. Sa stau sa marchez fiecare fir nu-i simplu. Uneori iau un unipolar de la axa X si-l montez ca bipolar la Y si invers...
Daca vin cu o comanda pentru un aspirator, ventilator sau lampa ori am un singur releu pe placa ori n-am deloc, dar semnale de comanda as avea din soft. Sigur conectorul cablului e bagat in cel al controlerului si undeva intre ele as putea interveni.
Nu arata profesional dar e mai simplu pentru inceput cu o placa intermediara. E parerea mea.
Imi fac singur ca am mai facut, dar era o intrebare. Poate are in lucru.
PS. Am amestecat eu doua probleme dar in ideea de a arata ca nu e totdeauna asa simplu de la inceput. Adica am facut legaturile si-i dau drumul la frezat.
De exemplu, teoretic ar trebui ca 3 module separate sa fie echivalente cu o placa pentru 3 axe. Nu-i asa.
In toate placile cumparate nu am si traseele pentru senzori sau relee si altele. Adica nu pot aduna din 3 placi toate intrarile si iesirile din LPT.
Nici macar la o placa de 3 axe nu cred ca le am pe toate. Si daca exista toti conectorii, sigur vrei sa faci ceva ce nu incape pe acea placa.
Trebuie o placa intermediara unde se pot face schimbari, cu conectoroare din acelea cu suruburi. Stiu ca exista si pe placa asemenea conectori. Doar ca de regula placule nu au facute toate legaturile cam cum doreste utilizatorul.
Pana la urma imi este usor sa fac singur acea placa, dar e musai s-o am. Uneori schimb din soft pinii pe care trimit semnal si ori umblu la cablu sa inversez firele in DB25 (totdeauna cositorite) ori imi fac o placa de care zic acum in care lucrez cu conectori cu suruburi si schimb acolo. Daca vreau sa schimb motoarele intre ele le pot scoate si baga in noua pozitie dar pierd ordinea firelor cat timp ele sunt simultan deconectate. Alta ar fi viata daca firele ar ramane permanent "blocate" intr-un conector. Sa stau sa marchez fiecare fir nu-i simplu. Uneori iau un unipolar de la axa X si-l montez ca bipolar la Y si invers...
Daca vin cu o comanda pentru un aspirator, ventilator sau lampa ori am un singur releu pe placa ori n-am deloc, dar semnale de comanda as avea din soft. Sigur conectorul cablului e bagat in cel al controlerului si undeva intre ele as putea interveni.
Nu arata profesional dar e mai simplu pentru inceput cu o placa intermediara. E parerea mea.
Imi fac singur ca am mai facut, dar era o intrebare. Poate are in lucru.
PS. Am amestecat eu doua probleme dar in ideea de a arata ca nu e totdeauna asa simplu de la inceput. Adica am facut legaturile si-i dau drumul la frezat.
Aceasta postare a fost editata de bitex: 27 April 2008 - 05:56 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2460
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 27 April 2008 - 09:54 PM
Acum ca stii ca denumirea uzuala e de structura SCARA (exista 2 variante intalnite pe piata, translatie in baza sau la ultimul element) ai o noua posibilitate de cautare pe gogu.
Ceva PDF-uri gasesti si aici: http://www.paa.co.uk/labauto/products/auto...SCARA_robot.asp
http://www.googoltech.com.cn/uploads/catal...359/GBR3014.pdf
Parerea mea e ca ai intrat pe un teren minat, cel al preturilor mari.
Fiind o aplicatie deosebita, rara, soft rar si dedicat, zic sa te astepti la cifre pe masura. Doar pentru gabaritul mic al masinii nu cred ca are rost sa te complici. Ca dai de probleme de genul asta. Si apoi urmeaza cele cu rotitul SMD-ului cu cateva grade, cu recunoastere video... Eu zic ca poti adapta un TTT foarte usor la ce presupun ca vrei sa faci. Stiu ca un prof. prin Politehnica zicea ca a facut si vrea sa vanda asa ceva (structura si soft) si ma intreba daca-i gasesc clienti. I-am zis ca-i construiesc eu si sa gaseasca el clienti :) Nu stiu ce a mai facut, pot afla candva. Pentru mine nu-i graba.
E aplicatie industriala si stiu ce inseamna. Epson are modele frumoase.
Spor la treaba!
O solutie buna in aplicatii mecanice ar fi robotul paralel. Cine are ocazia sa-l construiasca in varianta hobby? Si culmea e ca nu-i greu... Dar de unde soft? Ca nu stim sa lucram in echipa, mecanici cu softisti... Ata ete!
Spor la treaba!
Ceva PDF-uri gasesti si aici: http://www.paa.co.uk/labauto/products/auto...SCARA_robot.asp
http://www.googoltech.com.cn/uploads/catal...359/GBR3014.pdf
Parerea mea e ca ai intrat pe un teren minat, cel al preturilor mari.
Fiind o aplicatie deosebita, rara, soft rar si dedicat, zic sa te astepti la cifre pe masura. Doar pentru gabaritul mic al masinii nu cred ca are rost sa te complici. Ca dai de probleme de genul asta. Si apoi urmeaza cele cu rotitul SMD-ului cu cateva grade, cu recunoastere video... Eu zic ca poti adapta un TTT foarte usor la ce presupun ca vrei sa faci. Stiu ca un prof. prin Politehnica zicea ca a facut si vrea sa vanda asa ceva (structura si soft) si ma intreba daca-i gasesc clienti. I-am zis ca-i construiesc eu si sa gaseasca el clienti :) Nu stiu ce a mai facut, pot afla candva. Pentru mine nu-i graba.
E aplicatie industriala si stiu ce inseamna. Epson are modele frumoase.
Spor la treaba!
O solutie buna in aplicatii mecanice ar fi robotul paralel. Cine are ocazia sa-l construiasca in varianta hobby? Si culmea e ca nu-i greu... Dar de unde soft? Ca nu stim sa lucram in echipa, mecanici cu softisti... Ata ete!
Spor la treaba!
Aceasta postare a fost editata de bitex: 27 April 2008 - 10:20 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2461
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 27 April 2008 - 11:01 PM
g3rula, la 27 Apr 2008, 14:01, a spus:
Intrebare: Care ar fi turatzia optima pt frezare in Aluminiu? Freza mea are turatzia reglabila intre 5.000-20.000rpm!
Greu de raspuns. A mea are pana la 35000 rpm si tot ma lasa rece.
Sunt in general 5 parametri importanti la frezare: adancimea de frezare, avansul pe dinte, viteza de aschiere, materialul prelucrat si materialul sculei. Pe langa unghiurile de ascutire, racire, "rigiditate" a sculei si masinii...
Turatia sculei e legata prin diametrul ei de viteza tangentiala de aschiere. Asta trebuie sa fie sub o anumita valoare, data printre altele de modul de ascutire al sculei si materialele de acolo. Nu iau in calcul rigiditatea masinii.
Sunt cel putin cei 5 parametri de care ziceam mai sus care intra in calcul. Daca-mi dai valori exacte pentru 4 dintre ei ti-l pot spune exact pe ultimul ramas. Ai priceput ideea. E destul de complicat sa-i stabilesti tu pe primii 4. Ca daca o faci, reusesti sa stabilesti valoarea si pentru ultimul.
Poti freza cu turatie mica (viteza tangentiala mica) dar cu avans si/sau adancime mare, cu o freza rigida si scula groasa sau rigida.
Poti freza cu avans mare dar adancime foarte mica cu viteza foarte mare. Poti alege orice combinatie intre cei 5 factori si sunt extrem de multe posibilitati. Destul de rar gasesti tabele "3D"cu 3 parametri dar e imposibil de reprezentat grafic si simultan toti cei 5. Un regim optim pentru o freza lunga (partea activa) de 20 mm nu e corect si pentru una cu lungime de 50mm.
Un frezor bun simte la mana regimul optim si-l poate memora in timp. Rau e ca la un CNC simti oha la mana si nu rezolvi nimic. Vezi doar ca se rupe scula sau iese suprafata
De aia zic uneori ca e una e sa fii inginer si alta frezor cand te apuci de un cnc. Auzi dupa sunet, dupa cum sare spanul si dupa cum ramane suprafata, daca ce ai ales e corect.
Ca sa nu vorbesc offtopic, mergi si tu pe caracteristicile frezelor mari care abia daca ajung la 6000-10000 rpm. Dar isi adapteaza regimul la turatiile astea.
La o freza de 1mm diametru poti merge linistit la 30000 rpm pe cand la una de 8 e bine s-o lasi mai moale, nu ca nu ai face frezare buna la aceeasi turatie. Dar ai de redus ceilalti parametri. Pana la urma te intereseaza sa faci o prelucrare in timp minim cu pierderi minime, nu sa tragi spre performanta de viteza sau altceva. Incearca cu 6000 sau maxim 10.000 rpm la diametre uzuale. In functie de regim poti reduce la 4000 rpm. O picatura de "muci" la locul potrivit poate schimab totul.
Firmele mari iti pot trimite regimuri stabilite dar pentru sculele lor, in conditii concrete.
Eu zic ca n-ar strica lucrul pe o freza normala, la mana. Conteaza mult.
Spor la treaba!
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2462
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 28 April 2008 - 12:01 AM
bitex, la 27 Apr 2008, 17:54, a spus:
Nici eu nu am vazut logica pana nu am venit cu 24 de fire de la motoare si senzori spre LPT (fara sa mai pun partea de motor de frezare si lumina) pe care nu le pot cositori muncitoreste de pinii conectorului DB25 si pentru care nu gasesc loc in nici un controler cumparat.
De exemplu, teoretic ar trebui ca 3 module separate sa fie echivalente cu o placa pentru 3 axe. Nu-i asa.
In toate placile cumparate nu am si traseele pentru senzori sau relee si altele. Adica nu pot aduna din 3 placi toate intrarile si iesirile din LPT.
Nici macar la o placa de 3 axe nu cred ca le am pe toate. Si daca exista toti conectorii, sigur vrei sa faci ceva ce nu incape pe acea placa.
Trebuie o placa intermediara unde se pot face schimbari, cu conectoroare din acelea cu suruburi. Stiu ca exista si pe placa asemenea conectori. Doar ca de regula placule nu au facute toate legaturile cam cum doreste utilizatorul.
Pana la urma imi este usor sa fac singur acea placa, dar e musai s-o am. Uneori schimb din soft pinii pe care trimit semnal si ori umblu la cablu sa inversez firele in DB25 (totdeauna cositorite) ori imi fac o placa de care zic acum in care lucrez cu conectori cu suruburi si schimb acolo. Daca vreau sa schimb motoarele intre ele le pot scoate si baga in noua pozitie dar pierd ordinea firelor cat timp ele sunt simultan deconectate. Alta ar fi viata daca firele ar ramane permanent "blocate" intr-un conector. Sa stau sa marchez fiecare fir nu-i simplu. Uneori iau un unipolar de la axa X si-l montez ca bipolar la Y si invers...
Daca vin cu o comanda pentru un aspirator, ventilator sau lampa ori am un singur releu pe placa ori n-am deloc, dar semnale de comanda as avea din soft. Sigur conectorul cablului e bagat in cel al controlerului si undeva intre ele as putea interveni.
Nu arata profesional dar e mai simplu pentru inceput cu o placa intermediara. E parerea mea. Â
Imi fac singur ca am mai facut, dar era o intrebare. Poate are in lucru.
PS. Am amestecat eu doua probleme dar in ideea de a arata ca nu e totdeauna asa simplu de la inceput. Adica am facut legaturile si-i dau drumul la frezat.
De exemplu, teoretic ar trebui ca 3 module separate sa fie echivalente cu o placa pentru 3 axe. Nu-i asa.
In toate placile cumparate nu am si traseele pentru senzori sau relee si altele. Adica nu pot aduna din 3 placi toate intrarile si iesirile din LPT.
Nici macar la o placa de 3 axe nu cred ca le am pe toate. Si daca exista toti conectorii, sigur vrei sa faci ceva ce nu incape pe acea placa.
Trebuie o placa intermediara unde se pot face schimbari, cu conectoroare din acelea cu suruburi. Stiu ca exista si pe placa asemenea conectori. Doar ca de regula placule nu au facute toate legaturile cam cum doreste utilizatorul.
Pana la urma imi este usor sa fac singur acea placa, dar e musai s-o am. Uneori schimb din soft pinii pe care trimit semnal si ori umblu la cablu sa inversez firele in DB25 (totdeauna cositorite) ori imi fac o placa de care zic acum in care lucrez cu conectori cu suruburi si schimb acolo. Daca vreau sa schimb motoarele intre ele le pot scoate si baga in noua pozitie dar pierd ordinea firelor cat timp ele sunt simultan deconectate. Alta ar fi viata daca firele ar ramane permanent "blocate" intr-un conector. Sa stau sa marchez fiecare fir nu-i simplu. Uneori iau un unipolar de la axa X si-l montez ca bipolar la Y si invers...
Daca vin cu o comanda pentru un aspirator, ventilator sau lampa ori am un singur releu pe placa ori n-am deloc, dar semnale de comanda as avea din soft. Sigur conectorul cablului e bagat in cel al controlerului si undeva intre ele as putea interveni.
Nu arata profesional dar e mai simplu pentru inceput cu o placa intermediara. E parerea mea. Â
Imi fac singur ca am mai facut, dar era o intrebare. Poate are in lucru.
PS. Am amestecat eu doua probleme dar in ideea de a arata ca nu e totdeauna asa simplu de la inceput. Adica am facut legaturile si-i dau drumul la frezat.
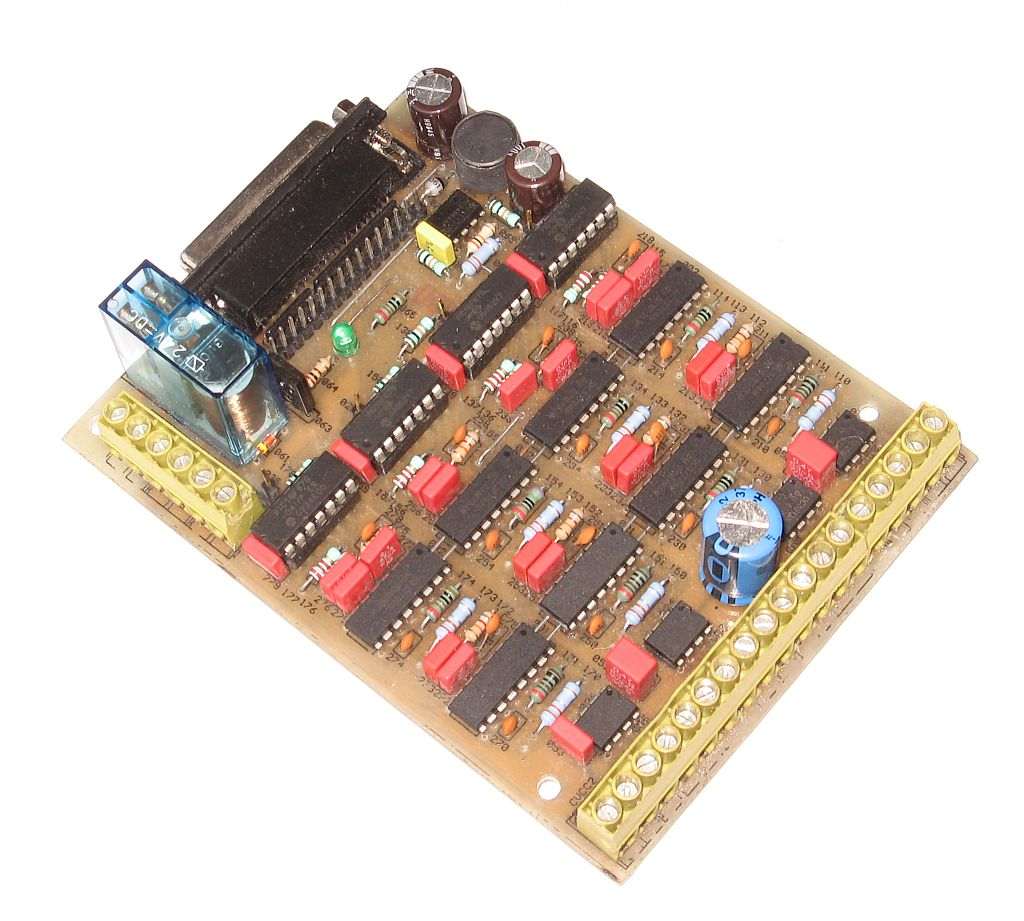
Da, asa este cu conexiunile. Si eu am invatat asta pe pielea proprie. Adica doar la patra varianta de controler CNC am ajuns la ceva multumitor, controler cu care am echipat 5-6 masini. Ca sa ma bag si eu in seama, uite ce fac eu, deocamdata pentru motoarele bipolare in jur la 1A (sau cele unipolare de pana in 1.5A, daca se pot lega in bipolar). Microstep 8X cu regim antirezonant, tot 4 axe. Jog local, pentru fiecare axa, incet sau rapid, indicator de deplasare pentru cei pretentiosi (are nevoie de doua comutatoare si un led pe fiecare axa). Are tot rutat pe placa, se conecteaza doar o singura tensiune de halimentare, motoarele, freza si cela 4 comutatoare de sfarsit de cursa. Iar daca in tara asta ma bate careva la viteza in G00 dau ii o bere. Uite clipul de prezentare al uneia dintre ele, masinile fiind vandute pe ebayul francez:
http://video.google.com/videoplay?docid=89...135662197521879
Si aici este testul controlerului prototip. 25m/minut in G00, si 7Kgf efort maxim in G00, pana catre 5m/minut, repetabilitatea 20microni (masurat, nu copy paste din cataloage)
http://video.google.com/videoplay?docid=-8...343532212&hl=en
Iar aici poza controlerului. Iar headerul de langa conectorul DB25 este pentru indexer si test tensiuni.
Imagini atasate
Aceasta postare a fost editata de bogdanel: 28 April 2008 - 12:06 AM
Arata acest topic










1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
