 Ajutor
Ajutor



CNC (computer numerical control) masini cu comanda numerica
 Citare Multipla
Citare Multipla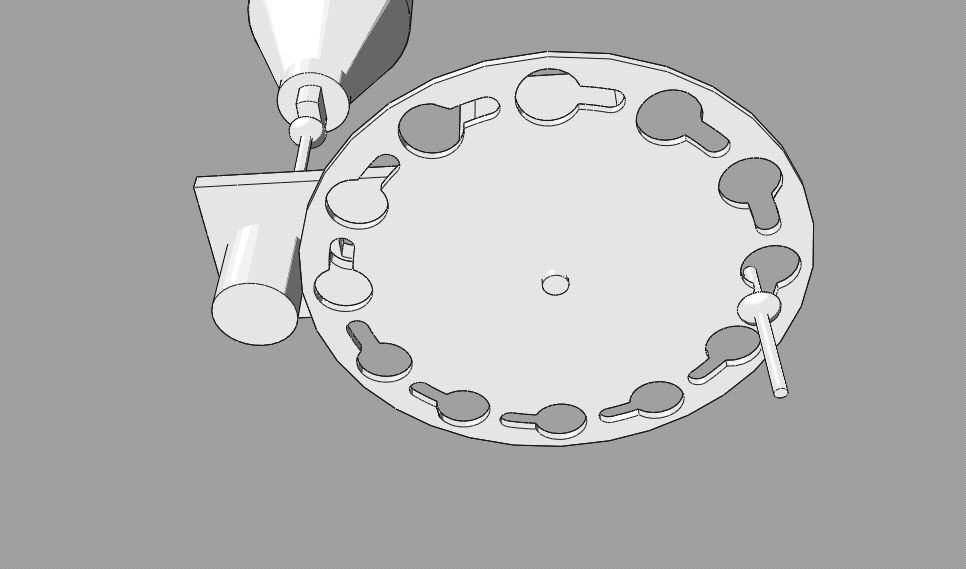
#2375
 vrajitoru
vrajitoru 
- Membru
-

- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 07 April 2008 - 07:40 AM
Iti raspund eu la intrebarea cu driverul... depinde cat de bun va fi si ce facilitati.
Uite asta din poza va costa 70Euro si are izolare galvanica, comanda seriala si step/dir, putere exagerat de nerusinata 35A la 120V....
http://www.hi-end.ro...ucts/servo1.jpg
Uite asta din poza va costa 70Euro si are izolare galvanica, comanda seriala si step/dir, putere exagerat de nerusinata 35A la 120V....
http://www.hi-end.ro...ucts/servo1.jpg
#2376
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 07 April 2008 - 08:13 AM
Buna!
Am umarit "pozele". Pare functional ce ai acolo. Ce amanunte a fi, cu care nu m-as descurca:
Ziceai de comanda in curent a motorului pentru strangere/desfacerea a piulitei frezei. Inteleg ca in loc de ambreiaj (limitator de sarcina mecanic) o sa urmaresti curentul. Intrerupi actionarea motorului la un anumit consum, e OK, strangi. La acelasi consum electronica trebuie totusi sa poata actiona motorul in sens invers, pentru desfacere. Cred ca electronic se poate face. Apoi mai e de realizat un sistem care sa numere (limiteze) cate ture desfaci piulita sa n-o scoti de tot de pe filet. Ori electronic, ori mecanic ori combinat.
Diferit de asta trebuie vazuta o solutie care sa premita cuplarea locasului pentru piulita cu piulita in orice pozitie ar sosi piulita in dreptul locasului. E solutie mecanica poate fara probleme, dar trebuie sa fie acolo.
Daca turbocnc-ul scoate un tren specific... e OK. Nu stiu in ce consta acel tren. Poate fi definit de utilizator?. Ca daca NU, atunci softul ajuta doar la comanda mpp-ului pentru discul cu scule. Restul comenzilor trebuiesc date de un microcontroler. Presupun ca daca toata magazia cu scule NU se deplaseaza si pe verticala, atunci trebuie intervenit cu comanda de coborare a motorului de frezare (actionarea axei Z) sa se poata apuca scula din magazie. Comanda asta n-o mai da tot softul (o da daca intervii si editezi manual programul) si trebuie sa o iei de la microcontrolerul magazie. Poate nu-i complicat, dar nu stiu electric ce presupune asta. Doar banuiesc.
Cred ca e mai usor cum zici, toata treaba sa fie preluata de acel microcontroler si nu amestecata cu softul.
Inelele alea distantiere de pe coada frezelor sunt faine, dar nu stiu in conditii reale ce precizie asigura pentru pozitionare. Posibil sa ajunga in magazie, cu span pe ele. Ar trebui un mic sistem de curatare, o periuta ceva. Sau macar o parte din aerul ventilat de dremel sa ajunga in final si acolo.
Pozitia magaziei trebuie sa fie partial deasupra ariei in care are acces capul de frezare, sa poata ajunge in pozitia de preluare a sculei. Asta ar insemna o cutiuta aproape fixata pe masa masinii. As zice ca trebuie tinut cont de dispozitiv tocmai de la proiectarea CNC-ului, sa nu incurce pe acolo. Plus ca trebuie sa se incadreze frumos in peisaj. Pana la urma e mai putin importanta partea cu estetica acum.
E perfect realizabil ce ai proiectat, pana la urma nu-i mult de platit 200 euro dar vorbind altfel, in lei, nu cred ca scapi doar cu 8 milioane. Adica nu stiu cine face proiectarea electronica, toate piesele, montaj mecanic, teste... E de lucru sa zicem 1 luna, pentru minim 2 oameni.
Si nu cred ca vinzi destul de multe sisteme sa-ti convina sa le vinzi ieftin. La productie de serie posibil sa iesi mult mai ieftin de 200, in fond sunt cateva piese mecanice, un motor si ceva electronica.
Si eu as fi curios cine ar fi interesat. Cina cumpara scula buna cumpara cu sistem gata facut si montat, cine evita de la inceput nu mai e tentat pe urma ca se invata asa, cine vrea ieftin se uita la fiecare leut. Nu stiu ce sa zic... Si in general nu-s multi utilizatori de CNC-uri cu dremel. De exemplu eu vreau pe coada de 8 :D
La asta: "un pret de ordinul 150 euro pentru drivere 3 axe de servo de curent continuu, cu encoder, gen 4A 40V per motor, COMPATIBIL STEP/DIR, ar fi corect?" am curajul sa raspund ca ar fi un pret corect. Adica eu as cumpara 3 cu 150 macar pentru joaca.
Cand dai 150 euro pe servomotor (cu encoder) nu te uiti ca electronica e 50 sau 100. Dar sa fie buna!
Asta mici s-ar putea vinde prin universitati, care cumpara maxoane si le folosesc la tot felul de proiecte. Driverul facut de maxon e scump cu draci si tot nu-i usor de comandat.
Nu stiu daca o sa fii multumit cu 4A si 40V, poate la masini mici merge. Eu iau ca pret de referinta modulul facut de GEKO. Ala e pe la 100 euro bucata, dar e bun. Sincer sa fiu daca ar fi egale calitativ, as prefera sa dau 100 pe ala decat 50 pe unul de 4A. Doar sa-l scoti mai bun ca ala ca sa fie lumea tentata de pret si PERFORMANTE, sa mearga pe driverele tale si motoare mici. Adica sa aiba macar o caracteristica tehnica interesanta, care sa ma faca sa-l aleg pe ala si nu pe celalalt, chiar daca e mai scump putin.
4A nu e putin la mers in gol, dar e la limita, si in sarcina se intampla sa depaseasca. Cu reductor mai serios, pierzi prea mult din viteza si exact viteza vor unii. Iar nu stiu ce sa zic.
Ai de vanzare asa ceva?
Ca tot a aparut raspunsul lui vrajitoru, astept sa-l vad facut pe ala cu care se lauda. Ca amperaj si tensiune e suficient ( sa nu trecem in extrema cealalta ca gasim greu sursa si trebuie cate una pe motor). Vedem ce iese. Poate gasim o sursa de servomotoare bunisoare si ieftine. Ca aici e marea problema, dupa parerea mea.
Vorbim.
Am umarit "pozele". Pare functional ce ai acolo. Ce amanunte a fi, cu care nu m-as descurca:
Ziceai de comanda in curent a motorului pentru strangere/desfacerea a piulitei frezei. Inteleg ca in loc de ambreiaj (limitator de sarcina mecanic) o sa urmaresti curentul. Intrerupi actionarea motorului la un anumit consum, e OK, strangi. La acelasi consum electronica trebuie totusi sa poata actiona motorul in sens invers, pentru desfacere. Cred ca electronic se poate face. Apoi mai e de realizat un sistem care sa numere (limiteze) cate ture desfaci piulita sa n-o scoti de tot de pe filet. Ori electronic, ori mecanic ori combinat.
Diferit de asta trebuie vazuta o solutie care sa premita cuplarea locasului pentru piulita cu piulita in orice pozitie ar sosi piulita in dreptul locasului. E solutie mecanica poate fara probleme, dar trebuie sa fie acolo.
Daca turbocnc-ul scoate un tren specific... e OK. Nu stiu in ce consta acel tren. Poate fi definit de utilizator?. Ca daca NU, atunci softul ajuta doar la comanda mpp-ului pentru discul cu scule. Restul comenzilor trebuiesc date de un microcontroler. Presupun ca daca toata magazia cu scule NU se deplaseaza si pe verticala, atunci trebuie intervenit cu comanda de coborare a motorului de frezare (actionarea axei Z) sa se poata apuca scula din magazie. Comanda asta n-o mai da tot softul (o da daca intervii si editezi manual programul) si trebuie sa o iei de la microcontrolerul magazie. Poate nu-i complicat, dar nu stiu electric ce presupune asta. Doar banuiesc.
Cred ca e mai usor cum zici, toata treaba sa fie preluata de acel microcontroler si nu amestecata cu softul.
Inelele alea distantiere de pe coada frezelor sunt faine, dar nu stiu in conditii reale ce precizie asigura pentru pozitionare. Posibil sa ajunga in magazie, cu span pe ele. Ar trebui un mic sistem de curatare, o periuta ceva. Sau macar o parte din aerul ventilat de dremel sa ajunga in final si acolo.
Pozitia magaziei trebuie sa fie partial deasupra ariei in care are acces capul de frezare, sa poata ajunge in pozitia de preluare a sculei. Asta ar insemna o cutiuta aproape fixata pe masa masinii. As zice ca trebuie tinut cont de dispozitiv tocmai de la proiectarea CNC-ului, sa nu incurce pe acolo. Plus ca trebuie sa se incadreze frumos in peisaj. Pana la urma e mai putin importanta partea cu estetica acum.
E perfect realizabil ce ai proiectat, pana la urma nu-i mult de platit 200 euro dar vorbind altfel, in lei, nu cred ca scapi doar cu 8 milioane. Adica nu stiu cine face proiectarea electronica, toate piesele, montaj mecanic, teste... E de lucru sa zicem 1 luna, pentru minim 2 oameni.
Si nu cred ca vinzi destul de multe sisteme sa-ti convina sa le vinzi ieftin. La productie de serie posibil sa iesi mult mai ieftin de 200, in fond sunt cateva piese mecanice, un motor si ceva electronica.
Si eu as fi curios cine ar fi interesat. Cina cumpara scula buna cumpara cu sistem gata facut si montat, cine evita de la inceput nu mai e tentat pe urma ca se invata asa, cine vrea ieftin se uita la fiecare leut. Nu stiu ce sa zic... Si in general nu-s multi utilizatori de CNC-uri cu dremel. De exemplu eu vreau pe coada de 8 :D
La asta: "un pret de ordinul 150 euro pentru drivere 3 axe de servo de curent continuu, cu encoder, gen 4A 40V per motor, COMPATIBIL STEP/DIR, ar fi corect?" am curajul sa raspund ca ar fi un pret corect. Adica eu as cumpara 3 cu 150 macar pentru joaca.
Cand dai 150 euro pe servomotor (cu encoder) nu te uiti ca electronica e 50 sau 100. Dar sa fie buna!
Asta mici s-ar putea vinde prin universitati, care cumpara maxoane si le folosesc la tot felul de proiecte. Driverul facut de maxon e scump cu draci si tot nu-i usor de comandat.
Nu stiu daca o sa fii multumit cu 4A si 40V, poate la masini mici merge. Eu iau ca pret de referinta modulul facut de GEKO. Ala e pe la 100 euro bucata, dar e bun. Sincer sa fiu daca ar fi egale calitativ, as prefera sa dau 100 pe ala decat 50 pe unul de 4A. Doar sa-l scoti mai bun ca ala ca sa fie lumea tentata de pret si PERFORMANTE, sa mearga pe driverele tale si motoare mici. Adica sa aiba macar o caracteristica tehnica interesanta, care sa ma faca sa-l aleg pe ala si nu pe celalalt, chiar daca e mai scump putin.
4A nu e putin la mers in gol, dar e la limita, si in sarcina se intampla sa depaseasca. Cu reductor mai serios, pierzi prea mult din viteza si exact viteza vor unii. Iar nu stiu ce sa zic.
Ai de vanzare asa ceva?
Ca tot a aparut raspunsul lui vrajitoru, astept sa-l vad facut pe ala cu care se lauda. Ca amperaj si tensiune e suficient ( sa nu trecem in extrema cealalta ca gasim greu sursa si trebuie cate una pe motor). Vedem ce iese. Poate gasim o sursa de servomotoare bunisoare si ieftine. Ca aici e marea problema, dupa parerea mea.
Vorbim.
Aceasta postare a fost editata de bitex: 07 April 2008 - 08:26 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2377
cnc77hobby

- Membru
-
- Grup: Members
- Postari: 202
- Inregistrat: 18-December 06
- Gender:Male
- Location:Calarasi
Postat 07 April 2008 - 10:20 AM
Salutare
Referitor la tool changing-ul propus din punctul meu de vedere este o solutie ce poate fi functionala doar teoretic .
Spun asta deoarece ideea am avut-o si eu in urma cu ceva timp si chiar am incercat executarea ei in mai multe variante.
In primul rand daca este sa ne uitam la variantele cu care sunt echipate masinile industriale si aici ma refer chiar si la micromasini , cam toate firmele utilizeaza sistemul de prindere pe con deoarece ofera functionare sigura si precisa.
Varianta propusa aici pare destul de ok, dar practic ne lovim de cateva probleme majore:
-Pozitionarea mandrinei pt a desface sau strange scula
-Lipsa suportului software de configurare a sistemului (vorbesc aici de software pt hobby)
-Si inca una din problemele foarte importante, alinierea pe inaltime a sculelor care la varianta normala cu un con ,pensa sau dispozitiv de prindere este destul de simpla.
Astea ar fi in mare parte cateva din probleme cu care eu m-am confruntat in executia sistemului propus ,problemele in realitate sunt mult mai multe legate de mecanica, electronica si dispunerea intr-un anume loc pe masina.
Astept comentarii pt rezolvarea si corectarea problemelor intampinate .
Referitor la tool changing-ul propus din punctul meu de vedere este o solutie ce poate fi functionala doar teoretic .
Spun asta deoarece ideea am avut-o si eu in urma cu ceva timp si chiar am incercat executarea ei in mai multe variante.
In primul rand daca este sa ne uitam la variantele cu care sunt echipate masinile industriale si aici ma refer chiar si la micromasini , cam toate firmele utilizeaza sistemul de prindere pe con deoarece ofera functionare sigura si precisa.
Varianta propusa aici pare destul de ok, dar practic ne lovim de cateva probleme majore:
-Pozitionarea mandrinei pt a desface sau strange scula
-Lipsa suportului software de configurare a sistemului (vorbesc aici de software pt hobby)
-Si inca una din problemele foarte importante, alinierea pe inaltime a sculelor care la varianta normala cu un con ,pensa sau dispozitiv de prindere este destul de simpla.
Astea ar fi in mare parte cateva din probleme cu care eu m-am confruntat in executia sistemului propus ,problemele in realitate sunt mult mai multe legate de mecanica, electronica si dispunerea intr-un anume loc pe masina.
Astept comentarii pt rezolvarea si corectarea problemelor intampinate .
Aceasta postare a fost editata de cnc77hobby: 07 April 2008 - 10:21 AM
#2378
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 07 April 2008 - 11:15 AM
vrajitoru, la 7 Apr 2008, 07:40, a spus:
Iti raspund eu la intrebarea cu driverul... depinde cat de bun va fi si ce facilitati.
Uite asta din poza va costa 70Euro si are izolare galvanica, comanda seriala si step/dir, putere exagerat de nerusinata 35A la 120V....
http://www.hi-end.ro...ucts/servo1.jpg
Uite asta din poza va costa 70Euro si are izolare galvanica, comanda seriala si step/dir, putere exagerat de nerusinata 35A la 120V....
http://www.hi-end.ro...ucts/servo1.jpg
Vasile, este interesant si ceea ce vrei tu sa vinzi. Eu tocmai m-am chinuit cu un update la o mashina, avea servo, si am implementat un driver step/dir pentru servo, cu interfata de encoder. Sunt hipermultumit de cum merge, este un PID in tracking (adica in calculul coeficientului pentru derivativa se ia in feed-forward, in plus cu limitarea reglabila pentru valoarea maxima din integrator). Ma gandeam sa fac mai multe, cand le trec acuma pe cablaj imprimat serios. Iese timp de convergenta de ordinul 0.1 la 0;2 secunde, iar in deplasare rapida eroarea nu depaseste 10% din valoarea cap de scala, adica vreo 4-5 grade. In deplasare la pana 1K pasi/secunda, eroarea este ca in steady state, adica aproape de zero, datorita corectiei integrale. Am mai pus o limitare de curent reglabila si doua iesiri, de saturatie si de convergenta.
Ziceam 4A 40V pentru ca asta am folosit aici, un L298. Este la mintea cocosului (cocosului de electronist :D ) ca daca pui mosfeti de 100A, poti sa-i cresti enorm performantele de iesire la 75A, desi daca diodele de recuperare sunt cele de langa filtraj, mi-i ca cei 35A sunt gen PMPO chinezesti. Astept mai multe detalii.
#2379
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 07 April 2008 - 11:33 AM
Cam asa-i, problemele cele mai complicate sunt astea enumerate de tine (strangerea sau desfacerea piulitei de pe axul relativ liber al motorului care mai are si pozitie oarecare la oprire, soft complicat, electronica serioasa, problema pozitionarii sculei pe inaltime, gabaritul si pozitionarea sistemului pe CNC, incompatibilitatile intre sisteme ca mecanica si soft).
Partea importanta e ca ele sunt rezolvate in realitate dar nu cu solutii ieftine. Numai un brushless cu un sistem ceva mai rasarit de prindere pe bucsa dar cu actionare mecanica e peste 1000 euro. La o actionare electrica nici nu ma gandesc. Sistemul pneumatic e scump si ala.
Inelele alea folosite ca distantier sunt din plastic, sunt bune si asigura o precizie suficienta unde nu-s pretentii mari. Gauriri, frezari in materiale nepretentioase sau cu freza cilindrica (nu conica, adica unde nu conteaza mult adancimea). Se poate seta sau verifica ulterior inaltimea dar s-o faca softul automat inseamna ca e de lucru la soft.
Numai pentru schimbat pen-ul la o masina de inscriptionat ceva mai noua sunt cateva comenzi: apropierea capului cu pen-ul in furca in pozitia de parcare, coborarea completa a suportului care tine pen-urile, ducerea si lasarea pen-ului folosit in locasul lui, ridicarea pen-urilor pana la retinerea pen-ului folosit, decuplarea mecanica a furcii din pen prin deplasarea pe X a capului, deplasarea in noua pozitie pentru luat pen-ul nou, prinderea lui, coborarea completa a suportului sa se elibereze acel pen, tragerea lui din suport si ridicarea suportului pana blocheaza din nou toate penurile si le inchide ermetic capetele cu cerneala. Nu sunt probleme cu precizia de pozitionare dar nici nu se
Chiar daca as face sistemul separat, nu-l pot implementa decat pe cnc-ul pentru care l-am construit. Se adapteaza extrem de greu la alta mecanica si alt soft. Plus ca fiecare foloseste ce soft are chef...
Lucram la sisteme de schimbat capul de lucru complet, la prelucrare cu doua capete, cu tehnologii diferite sau identice, dar nimic nu e ieftin si nu merge cu alt soft. Ideea era ca-i greu de facut un sistem si pe propria masina, cu atat mai mult unul universal, sa poata fi cumparat ieftin si pus pe orice masina cu dremel.
Nu stiu daca in regim de unicat iese ieftin dispozitivul.
Partea importanta e ca ele sunt rezolvate in realitate dar nu cu solutii ieftine. Numai un brushless cu un sistem ceva mai rasarit de prindere pe bucsa dar cu actionare mecanica e peste 1000 euro. La o actionare electrica nici nu ma gandesc. Sistemul pneumatic e scump si ala.
Inelele alea folosite ca distantier sunt din plastic, sunt bune si asigura o precizie suficienta unde nu-s pretentii mari. Gauriri, frezari in materiale nepretentioase sau cu freza cilindrica (nu conica, adica unde nu conteaza mult adancimea). Se poate seta sau verifica ulterior inaltimea dar s-o faca softul automat inseamna ca e de lucru la soft.
Numai pentru schimbat pen-ul la o masina de inscriptionat ceva mai noua sunt cateva comenzi: apropierea capului cu pen-ul in furca in pozitia de parcare, coborarea completa a suportului care tine pen-urile, ducerea si lasarea pen-ului folosit in locasul lui, ridicarea pen-urilor pana la retinerea pen-ului folosit, decuplarea mecanica a furcii din pen prin deplasarea pe X a capului, deplasarea in noua pozitie pentru luat pen-ul nou, prinderea lui, coborarea completa a suportului sa se elibereze acel pen, tragerea lui din suport si ridicarea suportului pana blocheaza din nou toate penurile si le inchide ermetic capetele cu cerneala. Nu sunt probleme cu precizia de pozitionare dar nici nu se
Chiar daca as face sistemul separat, nu-l pot implementa decat pe cnc-ul pentru care l-am construit. Se adapteaza extrem de greu la alta mecanica si alt soft. Plus ca fiecare foloseste ce soft are chef...
Lucram la sisteme de schimbat capul de lucru complet, la prelucrare cu doua capete, cu tehnologii diferite sau identice, dar nimic nu e ieftin si nu merge cu alt soft. Ideea era ca-i greu de facut un sistem si pe propria masina, cu atat mai mult unul universal, sa poata fi cumparat ieftin si pus pe orice masina cu dremel.
Nu stiu daca in regim de unicat iese ieftin dispozitivul.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2380
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 07 April 2008 - 11:59 AM
@bogdanel
Fa unu fain si te ajut sa-l vinzi
Varianta ce ai vazut-o este un prototip, in final va arata cu totul altcumva, intentionez sa pun module igbt sau in cel mai rau caz IRFP260, alea sunt rezistente
Fa unu fain si te ajut sa-l vinzi
Varianta ce ai vazut-o este un prototip, in final va arata cu totul altcumva, intentionez sa pun module igbt sau in cel mai rau caz IRFP260, alea sunt rezistente
Aceasta postare a fost editata de vrajitoru: 07 April 2008 - 12:03 PM
#2381
hellas
- Junior
-
- Grup: Members
- Postari: 64
- Inregistrat: 20-July 07
Postat 07 April 2008 - 01:05 PM
Nu ar fi mai simpla realizarea unui tool changer liniar?
Dupa parerea mea e mai simplu de construit. Mach3 permite schimbarea automata a sculei cat si setarea automata a lungimii.
Ceva de genul
http://www.youtube.com/watch?v=yj_PsRyRGM0...feature=related
Dupa parerea mea e mai simplu de construit. Mach3 permite schimbarea automata a sculei cat si setarea automata a lungimii.
Ceva de genul
http://www.youtube.com/watch?v=yj_PsRyRGM0...feature=related
Aceasta postare a fost editata de hellas: 07 April 2008 - 01:06 PM
#2382
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 07 April 2008 - 01:32 PM
bitex, la 7 Apr 2008, 08:13, a spus:
Buna!
Am umarit "pozele". Pare functional ce ai acolo. Ce amanunte a fi, cu care nu m-as descurca:
Ziceai de comanda in curent a motorului pentru strangere/desfacerea a piulitei frezei. Inteleg ca in loc de ambreiaj (limitator de sarcina mecanic) o sa urmaresti curentul. Intrerupi actionarea motorului la un anumit consum, e OK, strangi. La acelasi consum electronica trebuie totusi sa poata actiona motorul in sens invers, pentru desfacere. Cred ca electronic se poate face. Apoi mai e de realizat un sistem care sa numere (limiteze) cate ture desfaci piulita sa n-o scoti de tot de pe filet. Ori electronic, ori mecanic ori combinat.
Diferit de asta trebuie vazuta o solutie care sa premita cuplarea locasului pentru piulita cu piulita in orice pozitie ar sosi piulita in dreptul locasului. E solutie mecanica poate fara probleme, dar trebuie sa fie acolo.
Daca turbocnc-ul scoate un tren specific... e OK. Nu stiu in ce consta acel tren. Poate fi definit de utilizator?. Ca daca NU, atunci softul ajuta doar la comanda mpp-ului pentru discul cu scule. Restul comenzilor trebuiesc date de un microcontroler. Presupun ca daca toata magazia cu scule NU se deplaseaza si pe verticala, atunci trebuie intervenit cu comanda de coborare a motorului de frezare (actionarea axei Z) sa se poata apuca scula din magazie. Comanda asta n-o mai da tot softul (o da daca intervii si editezi manual programul) si trebuie sa o iei de la microcontrolerul magazie. Poate nu-i complicat, dar nu stiu electric ce presupune asta. Doar banuiesc.
Cred ca e mai usor cum zici, toata treaba sa fie preluata de acel microcontroler si nu amestecata cu softul.
Inelele alea distantiere de pe coada frezelor sunt faine, dar nu stiu in conditii reale ce precizie asigura pentru pozitionare. Posibil sa ajunga in magazie, cu span pe ele. Ar trebui un mic sistem de curatare, o periuta ceva. Sau macar o parte din aerul ventilat de dremel sa ajunga in final si acolo.
Pozitia magaziei trebuie sa fie partial deasupra ariei in care are acces capul de frezare, sa poata ajunge in pozitia de preluare a sculei. Asta ar insemna o cutiuta aproape fixata pe masa masinii. As zice ca trebuie tinut cont de dispozitiv tocmai de la proiectarea CNC-ului, sa nu incurce pe acolo. Plus ca trebuie sa se incadreze frumos in peisaj. Pana la urma e mai putin importanta partea cu estetica acum.
E perfect realizabil ce ai proiectat, pana la urma nu-i mult de platit 200 euro dar vorbind altfel, in lei, nu cred ca scapi doar cu 8 milioane. Adica nu stiu cine face proiectarea electronica, toate piesele, montaj mecanic, teste... E de lucru sa zicem 1 luna, pentru minim 2 oameni.
Si nu cred ca vinzi destul de multe sisteme sa-ti convina sa le vinzi ieftin. La productie de serie posibil sa iesi mult mai ieftin de 200, in fond sunt cateva piese mecanice, un motor si ceva electronica.
Si eu as fi curios cine ar fi interesat. Cina cumpara scula buna cumpara cu sistem gata facut si montat, cine evita de la inceput nu mai e tentat pe urma ca se invata asa, cine vrea ieftin se uita la fiecare leut. Nu stiu ce sa zic... Si in general nu-s multi utilizatori de CNC-uri cu dremel. De exemplu eu vreau pe coada de 8 :D
La asta: "un pret de ordinul 150 euro pentru drivere 3 axe de servo de curent continuu, cu encoder, gen 4A 40V per motor, COMPATIBIL STEP/DIR, ar fi corect?" am curajul sa raspund ca ar fi un pret corect. Adica eu as cumpara 3 cu 150 macar pentru joaca.
Cand dai 150 euro pe servomotor (cu encoder) nu te uiti ca electronica e 50 sau 100. Dar sa fie buna!
Asta mici s-ar putea vinde prin universitati, care cumpara maxoane si le folosesc la tot felul de proiecte. Driverul facut de maxon e scump cu draci si tot nu-i usor de comandat.
Nu stiu daca o sa fii multumit cu 4A si 40V, poate la masini mici merge. Eu iau ca pret de referinta modulul facut de GEKO. Ala e pe la 100 euro bucata, dar e bun. Sincer sa fiu daca ar fi egale calitativ, as prefera sa dau 100 pe ala decat 50 pe unul de 4A. Doar sa-l scoti mai bun ca ala ca sa fie lumea tentata de pret si PERFORMANTE, sa mearga pe driverele tale si motoare mici. Adica sa aiba macar o caracteristica tehnica interesanta, care sa ma faca sa-l aleg pe ala si nu pe celalalt, chiar daca e mai scump putin.
4A nu e putin la mers in gol, dar e la limita, si in sarcina se intampla sa depaseasca. Cu reductor mai serios, pierzi prea mult din viteza si exact viteza vor unii. Iar nu stiu ce sa zic.
Ai de vanzare asa ceva?
Ca tot a aparut raspunsul lui vrajitoru, astept sa-l vad facut pe ala cu care se lauda. Ca amperaj si tensiune e suficient ( sa nu trecem in extrema cealalta ca gasim greu sursa si trebuie cate una pe motor). Vedem ce iese. Poate gasim o sursa de servomotoare bunisoare si ieftine. Ca aici e marea problema, dupa parerea mea.
Vorbim.
Am umarit "pozele". Pare functional ce ai acolo. Ce amanunte a fi, cu care nu m-as descurca:
Ziceai de comanda in curent a motorului pentru strangere/desfacerea a piulitei frezei. Inteleg ca in loc de ambreiaj (limitator de sarcina mecanic) o sa urmaresti curentul. Intrerupi actionarea motorului la un anumit consum, e OK, strangi. La acelasi consum electronica trebuie totusi sa poata actiona motorul in sens invers, pentru desfacere. Cred ca electronic se poate face. Apoi mai e de realizat un sistem care sa numere (limiteze) cate ture desfaci piulita sa n-o scoti de tot de pe filet. Ori electronic, ori mecanic ori combinat.
Diferit de asta trebuie vazuta o solutie care sa premita cuplarea locasului pentru piulita cu piulita in orice pozitie ar sosi piulita in dreptul locasului. E solutie mecanica poate fara probleme, dar trebuie sa fie acolo.
Daca turbocnc-ul scoate un tren specific... e OK. Nu stiu in ce consta acel tren. Poate fi definit de utilizator?. Ca daca NU, atunci softul ajuta doar la comanda mpp-ului pentru discul cu scule. Restul comenzilor trebuiesc date de un microcontroler. Presupun ca daca toata magazia cu scule NU se deplaseaza si pe verticala, atunci trebuie intervenit cu comanda de coborare a motorului de frezare (actionarea axei Z) sa se poata apuca scula din magazie. Comanda asta n-o mai da tot softul (o da daca intervii si editezi manual programul) si trebuie sa o iei de la microcontrolerul magazie. Poate nu-i complicat, dar nu stiu electric ce presupune asta. Doar banuiesc.
Cred ca e mai usor cum zici, toata treaba sa fie preluata de acel microcontroler si nu amestecata cu softul.
Inelele alea distantiere de pe coada frezelor sunt faine, dar nu stiu in conditii reale ce precizie asigura pentru pozitionare. Posibil sa ajunga in magazie, cu span pe ele. Ar trebui un mic sistem de curatare, o periuta ceva. Sau macar o parte din aerul ventilat de dremel sa ajunga in final si acolo.
Pozitia magaziei trebuie sa fie partial deasupra ariei in care are acces capul de frezare, sa poata ajunge in pozitia de preluare a sculei. Asta ar insemna o cutiuta aproape fixata pe masa masinii. As zice ca trebuie tinut cont de dispozitiv tocmai de la proiectarea CNC-ului, sa nu incurce pe acolo. Plus ca trebuie sa se incadreze frumos in peisaj. Pana la urma e mai putin importanta partea cu estetica acum.
E perfect realizabil ce ai proiectat, pana la urma nu-i mult de platit 200 euro dar vorbind altfel, in lei, nu cred ca scapi doar cu 8 milioane. Adica nu stiu cine face proiectarea electronica, toate piesele, montaj mecanic, teste... E de lucru sa zicem 1 luna, pentru minim 2 oameni.
Si nu cred ca vinzi destul de multe sisteme sa-ti convina sa le vinzi ieftin. La productie de serie posibil sa iesi mult mai ieftin de 200, in fond sunt cateva piese mecanice, un motor si ceva electronica.
Si eu as fi curios cine ar fi interesat. Cina cumpara scula buna cumpara cu sistem gata facut si montat, cine evita de la inceput nu mai e tentat pe urma ca se invata asa, cine vrea ieftin se uita la fiecare leut. Nu stiu ce sa zic... Si in general nu-s multi utilizatori de CNC-uri cu dremel. De exemplu eu vreau pe coada de 8 :D
La asta: "un pret de ordinul 150 euro pentru drivere 3 axe de servo de curent continuu, cu encoder, gen 4A 40V per motor, COMPATIBIL STEP/DIR, ar fi corect?" am curajul sa raspund ca ar fi un pret corect. Adica eu as cumpara 3 cu 150 macar pentru joaca.
Cand dai 150 euro pe servomotor (cu encoder) nu te uiti ca electronica e 50 sau 100. Dar sa fie buna!
Asta mici s-ar putea vinde prin universitati, care cumpara maxoane si le folosesc la tot felul de proiecte. Driverul facut de maxon e scump cu draci si tot nu-i usor de comandat.
Nu stiu daca o sa fii multumit cu 4A si 40V, poate la masini mici merge. Eu iau ca pret de referinta modulul facut de GEKO. Ala e pe la 100 euro bucata, dar e bun. Sincer sa fiu daca ar fi egale calitativ, as prefera sa dau 100 pe ala decat 50 pe unul de 4A. Doar sa-l scoti mai bun ca ala ca sa fie lumea tentata de pret si PERFORMANTE, sa mearga pe driverele tale si motoare mici. Adica sa aiba macar o caracteristica tehnica interesanta, care sa ma faca sa-l aleg pe ala si nu pe celalalt, chiar daca e mai scump putin.
4A nu e putin la mers in gol, dar e la limita, si in sarcina se intampla sa depaseasca. Cu reductor mai serios, pierzi prea mult din viteza si exact viteza vor unii. Iar nu stiu ce sa zic.
Ai de vanzare asa ceva?
Ca tot a aparut raspunsul lui vrajitoru, astept sa-l vad facut pe ala cu care se lauda. Ca amperaj si tensiune e suficient ( sa nu trecem in extrema cealalta ca gasim greu sursa si trebuie cate una pe motor). Vedem ce iese. Poate gasim o sursa de servomotoare bunisoare si ieftine. Ca aici e marea problema, dupa parerea mea.
Vorbim.
Pentru varianta "de gradinita" a limitarii de curent, sunt deja solutii foarte ieftine, de exemplu acele cipuri speciale ce se folosesc la comanda inchiderilor centralizate pentru auto. Asta a fost un exemplu simplist, intrucat pentru a avea o imagine a cuplului pe baza curentului din motor trebuie procesat acest curent, prin modelul matematic al acelui motor. Nu este complicat, dar necesita cunostinte de automatica continua, plus electronica plus programare plus mecanica.
Pentru sincronizarea piulitei cu roata dintata "cheie", ma gandesc la urmatorul scenariu:
1. scula este aliniata deja in xy
2. mcc se actioneaza in sensul destrangerii, si in acelasi timp, Z coboara incet,
3. la un moment piulita se sincronizeaza, dar axul sculei nu este blocat
4. cand Z ajunge la o inalitime critica, axul se va bloca, cuiul acela de blocare a axului la dremele fiind actionat de o tija oblica, gen cama
5. momentul este "simtit" de soft
6. mppul va bloca freza, prin invartire cu cateva grade a discului perforat
7. electronica va "stii" sa dezvarta 2-3 ture, eventual cu ajutorului unui captor optic ce tip furca.
8. Dremelul urca pana la un Z de siguranta,
9. Mppul se va roti pana la unghiul urmatoarei scule
10. Dremelul coboara,
11. mcc ul strange freza,
12 mpp ul deblocheaza freza
13 Dremelul urca
14 gata!
Solutia piulita piulita este identica, doar mecanic risca sa fie mai compicat, adica diametrul maxim al piulitei de strangere sa fie mai mic decat al piulitei arborelui (ma gandesc ca vrei ceva pentru un proxonul ala de 250W).
Trenul dat de turbocnc este un tren de 1secunda, parca, si se putea lega direct la "clamp"ul unor tipuri de strunguri. Oricum, pentru aplicatia data, modulul electronic trebuie sa faca aproape totul. Oricum, eu voiam sa spun ca turbocnc ofera totusi o metoda de a obtine informatia legata de numarul sculei intr-un mod transparent pentru user, adica fara modificari in Gcode. Iar asta este important.
Cu inelele solutia nu este originala, am vazut-o deja intr-o mashina. Dar spanul nu este o problema, oricum se poate gandi un sistem de ofsetare automata a sculei. Eu ma gandeam la sistemul asta ca "upgrade" cvasiuniversal, pentru hobisti, si asta pentru ca eu cred ca cei care construiau mashini simple cu stepere s-au mai maturizat, de aia imi sarea mintea catre servouri.
Legat de pret, este o aproximare destul de grosiera. Softul si electronica chiar risca sa ia doua trei saptamani.
#2383
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 07 April 2008 - 01:44 PM
Pentru hellas:
Este o solutie frumoasa asta. Dar sunt necesare realizarea atat a suporturilor pentru freze, cat si a arborelui. Deci NU este o solutie pure hobby.
Pentru Vasile:
Ma refeream la diodele capsula DO204, de se vad partial acolo. Alea nu trec de 3A nici la deal in jos, cu vant din spate.
Este o solutie frumoasa asta. Dar sunt necesare realizarea atat a suporturilor pentru freze, cat si a arborelui. Deci NU este o solutie pure hobby.
Pentru Vasile:
Ma refeream la diodele capsula DO204, de se vad partial acolo. Alea nu trec de 3A nici la deal in jos, cu vant din spate.
#2384
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 07 April 2008 - 07:25 PM
da, alea sunt de 3A pe placa aia. Nu mai gasesc linkul sa vedeti ce nebunie de motor a pus un polonez pe un controler de asta fara sa schimbe nici o dioda dar a pus module IGBT. Acuma daca tot discutam despre asta uitati si proiectul original http://elm-chan.org/...c/report_e.html
Va fac eu arborii :D
Va fac eu arborii :D
Aceasta postare a fost editata de vrajitoru: 07 April 2008 - 07:31 PM
#2385
Aztec

- Membru
-
- Grup: Members
- Postari: 200
- Inregistrat: 20-February 04
Postat 08 April 2008 - 12:31 AM
vrajitoru, la 7 Apr 2008, 07:40, a spus:
Iti raspund eu la intrebarea cu driverul... depinde cat de bun va fi si ce facilitati.
Uite asta din poza va costa 70Euro si are izolare galvanica, comanda seriala si step/dir, putere exagerat de nerusinata 35A la 120V....
http://www.hi-end.ro...ucts/servo1.jpg
Uite asta din poza va costa 70Euro si are izolare galvanica, comanda seriala si step/dir, putere exagerat de nerusinata 35A la 120V....
http://www.hi-end.ro...ucts/servo1.jpg
Uitandu-ma la poza, mi se pare ca am mai vazut asa ceva... Oare ASTA nu e cam acelasi lucru (in special µC-ul)?
Tell me and I forget it; show me and I remember; involve me and I understand.
#2386
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 08 April 2008 - 12:41 AM
vrajitoru, la 7 Apr 2008, 19:25, a spus:
Acuma daca tot discutam despre asta uitati si proiectul original http://elm-chan.org/...c/report_e.html
Cred ca a spus mai devreme ca s-a mai vazut asa ceva. Posibil sa fie acelasi lucru cu ce zici tu.
Ceva lectii de visualmill dai, daca stii, ai timp si chef? Ca ma enerveaza faza cu regiunile... Nu gasesc explicatii complete pe nicaieri si ce am eu nu se potriveste cu tutorialul lor de nici un fel. Am mai avansat cu invatatul dar mereu gasesc lucruri pe care nu le pot invata din help-ul programului.
Aceasta postare a fost editata de bitex: 08 April 2008 - 12:43 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2387
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 08 April 2008 - 12:53 AM
@Aztec, da este acelasi attiny2313 de la Uli, ti sa parut ca as fi ascuns ceva ?
Singurul avantaj e ca la mine va fi mai ieftin ca afara, dece m-as pune sa fac ceva care nu sunt sigur ca va functiona, UHU merge perfect si e folosit la greu
Daca vreti putem sa facem si grup buy la microcontroller si la cablaje
Singurul avantaj e ca la mine va fi mai ieftin ca afara, dece m-as pune sa fac ceva care nu sunt sigur ca va functiona, UHU merge perfect si e folosit la greu
Daca vreti putem sa facem si grup buy la microcontroller si la cablaje
Aceasta postare a fost editata de vrajitoru: 08 April 2008 - 01:00 AM
#2388
Aztec
- Membru
-
- Grup: Members
- Postari: 200
- Inregistrat: 20-February 04
Postat 08 April 2008 - 01:01 AM
Cum sa nu am chef sa discut cu tine, timp insa doar in weekend. De stiut VM stiu doar atat cat sa obtin ce vreau dar nu intotdeauna din prima incercare... :lol: Daca nu te sperie asta... :lol:
SolidCAM ai incercat? Din cate stiu lucreaza direct in SolidWorks...
@vrajitoru: Da, mi s-a parut ca ai ascuns ceva. Frumos ar fi fost sa dai tu toate informatiile. Cat despre preturi...
SolidCAM ai incercat? Din cate stiu lucreaza direct in SolidWorks...
@vrajitoru: Da, mi s-a parut ca ai ascuns ceva. Frumos ar fi fost sa dai tu toate informatiile. Cat despre preturi...
Aceasta postare a fost editata de Aztec: 08 April 2008 - 01:08 AM
Tell me and I forget it; show me and I remember; involve me and I understand.
#2390
cnc77hobby
- Membru
-
- Grup: Members
- Postari: 202
- Inregistrat: 18-December 06
- Gender:Male
- Location:Calarasi
Postat 08 April 2008 - 01:40 AM
Haide sa incercam sa mentinem subiectul tool changing pe rol.
Cum am spus mai devreme am incercat candva o solutie similara fara a avea un rezultat functional . De foarte multe ori pt a solutiona o problema cautam sa complicam lucrurile in asa masura incat nu exista o sansa reala de functionare (asta o spune Murphy) :lol:. Cand de fapt o solutie simpla, robusta si fiabila ar fi de preferat. Nu cred ca doar noi ne-am imaginat aceasta solutie , iar daca cineva o gasea ca fiind functionala cu siguranta am fi vazut-o pe cel putin una din masinile unei companii cunoscute.
Referitor la "scenariu" imaginat de tine, din punctul meu de vedere problemele se complica si mai tare si tot nu rezulta cum ar putea fi functional.
-nu reiese cum nimereste piulita(mandrina) pe dispozitivul de strangere deoarece se opreste in pozitii aleatorii
-cum se poate controla forta de strangere a mandrinei?
-vad ca deja te-ai complicat cu inca un dispozitiv suplimentar pt actionarea "cuiului" ce blocheaza mandrina
-spui la un moment dat ca treaba cu blocarea mandrinei este "simtita" de soft :lol: intreb eu care soft?
Ar fi mai multe de spus desi nu astea ar fi problemele principale ce fac aproape imposibila realizarea lui.Daca intram in amanunte (desi nu e cazul) "scenariul" se spulbera foarte repede din toate punctele de vedere (mecanic,electronic si de soft).
In final vin cu o problema simpla care anuleaza din start tot scenariul asta imaginat, si anume:
-cum rezolvi detensionarea pensei in care este prinsa scula aschietoare? Si aici vin cu un mic comentariu suplimentar pt a clarifica lucrurile.
La majoritatea masinilor Dremel , Proxxon si cele similare lor ,de fiecare data cand se slabeste mandrina e aproape imposibil de scos scula din pensa fara ajutorul unui patent , daca sa presupunem ca nu strangem cat trebuie iar nu se rezolva mare lucru deoarece scula se invarte in pensa si se deterioreaza atat pensa cat si coada sculei.
Daca nu te-ai gandit la asta ori nu ai o astfel de masina ori suficienta experienta . Asteptam un nou "scenariu" care sa rezolve aceasta simpla problema :lol:
Stima
Cum am spus mai devreme am incercat candva o solutie similara fara a avea un rezultat functional . De foarte multe ori pt a solutiona o problema cautam sa complicam lucrurile in asa masura incat nu exista o sansa reala de functionare (asta o spune Murphy) :lol:. Cand de fapt o solutie simpla, robusta si fiabila ar fi de preferat. Nu cred ca doar noi ne-am imaginat aceasta solutie , iar daca cineva o gasea ca fiind functionala cu siguranta am fi vazut-o pe cel putin una din masinile unei companii cunoscute.
Referitor la "scenariu" imaginat de tine, din punctul meu de vedere problemele se complica si mai tare si tot nu rezulta cum ar putea fi functional.
-nu reiese cum nimereste piulita(mandrina) pe dispozitivul de strangere deoarece se opreste in pozitii aleatorii
-cum se poate controla forta de strangere a mandrinei?
-vad ca deja te-ai complicat cu inca un dispozitiv suplimentar pt actionarea "cuiului" ce blocheaza mandrina
-spui la un moment dat ca treaba cu blocarea mandrinei este "simtita" de soft :lol: intreb eu care soft?
Ar fi mai multe de spus desi nu astea ar fi problemele principale ce fac aproape imposibila realizarea lui.Daca intram in amanunte (desi nu e cazul) "scenariul" se spulbera foarte repede din toate punctele de vedere (mecanic,electronic si de soft).
In final vin cu o problema simpla care anuleaza din start tot scenariul asta imaginat, si anume:
-cum rezolvi detensionarea pensei in care este prinsa scula aschietoare? Si aici vin cu un mic comentariu suplimentar pt a clarifica lucrurile.
La majoritatea masinilor Dremel , Proxxon si cele similare lor ,de fiecare data cand se slabeste mandrina e aproape imposibil de scos scula din pensa fara ajutorul unui patent , daca sa presupunem ca nu strangem cat trebuie iar nu se rezolva mare lucru deoarece scula se invarte in pensa si se deterioreaza atat pensa cat si coada sculei.
Daca nu te-ai gandit la asta ori nu ai o astfel de masina ori suficienta experienta . Asteptam un nou "scenariu" care sa rezolve aceasta simpla problema :lol:
Stima
#2391
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 08 April 2008 - 02:13 AM
Hai ca raspund eu la cateva probleme poate capat o bere de la bogdanel ca-l scutesc de scris mult noaptea asta.
Piulita se opreste in pozitii aleatorii. Piesa cu gaura complementara ca forma se poate roti daca e actionata de motorul de CC. Acolo poate fi un sistem cu arc. In momentul cand "cheia" ajunge in pozitia corecta, este impinsa in sus de un arc (cativa mm e suficient), realizeaza cuplarea si motorul continua desfiletarea piulitei. Cu doua astfel de sisteme concentrice se poate prinde apoi bloca rotorul si bloca/debloca piulita. Dar e complicata mecanica si mai trebuie o comanda pentru imobilizarea rotorului. Practic se muta actionarea de pe butonul de la dremel in alta parte. Indiferent daca e actioant butonul original tot trebuie o comanda suplimentara. Cred ca se poate si doar electromecanic dar n-as sta acum sa desenez cum.
Forta de strangere a mandrinei cred ca s-ar putea controla din comanda in curent a motorului. Cred ca se poate gasi o relatie de proportionalitate intre cele doua. Sau macar ceva repetabil si reglabil. La partea cu softul raman si eu la ideea ca-i complicata treaba. Poate realizat un add-ins care sa poata intra in orice program, desi nu cred ca-i posibil chiar in toate. Am vazut ca unele suporta cate un script sau un macro, deci sanse ar fi macar pentru cateva softuri, sa poata fi personalizate.
Eu n-am multe freze, dar la toate am cate un sistem de scos scula. La cele mari, cu pensete clasice, exista un canal pe pensete (aproape de zona conica). In canalul ala intra o buza excentrica de pe piulita. Practic montajul pensetei se face in ordinea urmatoare: se introduce penseta in piulita prin inclinarea si deformarea ei (se poate centra corect pe suprafata conica, buza excentrica de pe piulita este intrata in canalul de pe penseta) si apoi piulita in arborele masinii. La desfacerea piulitei, dupa aproximativ o rotatie, buza excentrica trage in jos si penseta, permitand desfacerea acesteia. Montata in arbore, intre toate suprafetele conice de acolo ea nu se poate inclina si este obligata sa translateze simultan cu piulita. Ca o completare, penseta nu se poate introduce in piulita cu scula in ea. Adica coada sculei se introduce in penseta numai dupa ce penseta a fost introdusa in piulita, altfel n-ar mai permite deformarea de care ziceam mai sus (desi inclinarea e posibila, nu este suficienta).
Si o alta solutie intalnita la un motor de frezat in lemn de vreo 15 euro daca o iau pe bucatele sau 30 cu tot cu setul de scule, ar fi un arc destul de puternic situat intre penseta si un umar interior, al arborelui. La desfacerea piulitei arcul arunca afara penseta. De fapt arcul mentine in permanenta contact intre penseta si piulita. Din cauza unghiurilor ceva mai mari ale pensetei, penseta nu ramane blocata niciodata in arbore indiferent daca are scula sau nu in interior. Forta de strangere nu este foarte mult influentata de prezenta acelui arc.
Nici o masa fara peste... asa ca vin si cu o poza. La freza asta de jucarie m-am referit... Partea rea e ca la nici un Dremel sau Proxxon n-am vazut un sistem OK, fapt care ma face sa bag sculele astea in categoria chinezariilor ieftine desi sunt scumpe.
PS. La saracia asta de scula daca fac un suport mecanic cu un buton si arc, pot bloca axul doar prin simpla impingere a frezei in suport. Cand rotesc "cheia" ajung in final intr-o pozitie in care sa ma cuplez cu piulita, apoi rotesc in continuare cu tot cu arbore, pana ajunge arborele in pozitia potrivita astfel incat sa se zavorasca singur cu butonul impins de arc. E doar sistem mecanic. Nu zic ca e simplu.
Piulita se opreste in pozitii aleatorii. Piesa cu gaura complementara ca forma se poate roti daca e actionata de motorul de CC. Acolo poate fi un sistem cu arc. In momentul cand "cheia" ajunge in pozitia corecta, este impinsa in sus de un arc (cativa mm e suficient), realizeaza cuplarea si motorul continua desfiletarea piulitei. Cu doua astfel de sisteme concentrice se poate prinde apoi bloca rotorul si bloca/debloca piulita. Dar e complicata mecanica si mai trebuie o comanda pentru imobilizarea rotorului. Practic se muta actionarea de pe butonul de la dremel in alta parte. Indiferent daca e actioant butonul original tot trebuie o comanda suplimentara. Cred ca se poate si doar electromecanic dar n-as sta acum sa desenez cum.
Forta de strangere a mandrinei cred ca s-ar putea controla din comanda in curent a motorului. Cred ca se poate gasi o relatie de proportionalitate intre cele doua. Sau macar ceva repetabil si reglabil. La partea cu softul raman si eu la ideea ca-i complicata treaba. Poate realizat un add-ins care sa poata intra in orice program, desi nu cred ca-i posibil chiar in toate. Am vazut ca unele suporta cate un script sau un macro, deci sanse ar fi macar pentru cateva softuri, sa poata fi personalizate.
Eu n-am multe freze, dar la toate am cate un sistem de scos scula. La cele mari, cu pensete clasice, exista un canal pe pensete (aproape de zona conica). In canalul ala intra o buza excentrica de pe piulita. Practic montajul pensetei se face in ordinea urmatoare: se introduce penseta in piulita prin inclinarea si deformarea ei (se poate centra corect pe suprafata conica, buza excentrica de pe piulita este intrata in canalul de pe penseta) si apoi piulita in arborele masinii. La desfacerea piulitei, dupa aproximativ o rotatie, buza excentrica trage in jos si penseta, permitand desfacerea acesteia. Montata in arbore, intre toate suprafetele conice de acolo ea nu se poate inclina si este obligata sa translateze simultan cu piulita. Ca o completare, penseta nu se poate introduce in piulita cu scula in ea. Adica coada sculei se introduce in penseta numai dupa ce penseta a fost introdusa in piulita, altfel n-ar mai permite deformarea de care ziceam mai sus (desi inclinarea e posibila, nu este suficienta).
Si o alta solutie intalnita la un motor de frezat in lemn de vreo 15 euro daca o iau pe bucatele sau 30 cu tot cu setul de scule, ar fi un arc destul de puternic situat intre penseta si un umar interior, al arborelui. La desfacerea piulitei arcul arunca afara penseta. De fapt arcul mentine in permanenta contact intre penseta si piulita. Din cauza unghiurilor ceva mai mari ale pensetei, penseta nu ramane blocata niciodata in arbore indiferent daca are scula sau nu in interior. Forta de strangere nu este foarte mult influentata de prezenta acelui arc.
Nici o masa fara peste... asa ca vin si cu o poza. La freza asta de jucarie m-am referit... Partea rea e ca la nici un Dremel sau Proxxon n-am vazut un sistem OK, fapt care ma face sa bag sculele astea in categoria chinezariilor ieftine desi sunt scumpe.
PS. La saracia asta de scula daca fac un suport mecanic cu un buton si arc, pot bloca axul doar prin simpla impingere a frezei in suport. Cand rotesc "cheia" ajung in final intr-o pozitie in care sa ma cuplez cu piulita, apoi rotesc in continuare cu tot cu arbore, pana ajunge arborele in pozitia potrivita astfel incat sa se zavorasca singur cu butonul impins de arc. E doar sistem mecanic. Nu zic ca e simplu.
Imagini atasate

Aceasta postare a fost editata de bitex: 08 April 2008 - 02:32 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2392
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 08 April 2008 - 05:34 AM
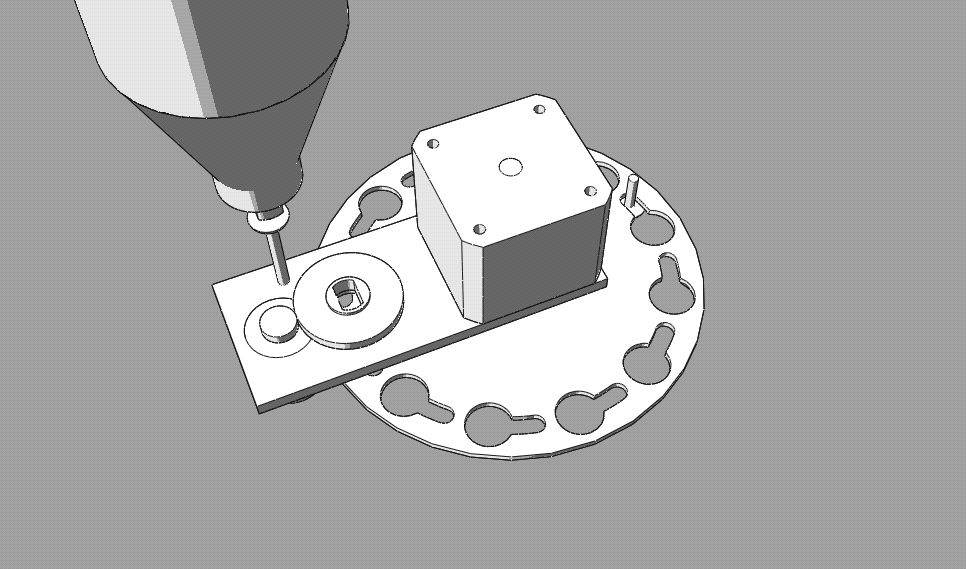
Oameni buni, nu am pretentia ca solutia pe care am prezentat-o aici sa fie perfecta. Dupa cum am mai spus-o, am gandit solutia pentru a fi minim invaziva pentru mashina cnc pe care va fi pusa. Masina care va fi de mici dimensiuni, de hobisti. Nu pierzi decat o mica suprafata din suprafata de lucru, nu trebuie modificat nimic in gcode, daca se foloseste turbocnc pentru comanda. Nu se foloseste aer comprimat. Astea mi-au fost obiectivele, asta a fost solutia pe care am gasit-o, avand in vedere ca sunt mai degraba electronist. Sunt deschis la orice alta solutie, daca o gasesc buna sunt dispus sa va ajut cu electronica plus softul pentru uC de comanda sau ce va mai fi.
Sa raspund punctual:
Dispozitivul de apasare al cuiului nu l-am prezentat aici pentru ca modelul 3d al frezei nu este fidel, lipsindu-i tocmai cuiul. Avand in vedere ca dremelul executa in zona de interes doar miscari pe Z, acel dispozitiv poate fi doar o lama de arc, oblica. Sincronizarea piulitei de strangere se face pe baza elasticitatii de-a lungul axei Z a piesei de strangere, asta iarasi n-am reprezentat-o. Iar de controlul cuplului la mcc este treaba de electronist.
Legat de respectiva blocare: ea apare doar cand penseta (de aluminiu la dremel) este uzata in asa hal incat diametrul exterior (strans) la capatul dinspre freza este mai mic decat diametrul interior al piulitei, la acelasi capat. Sau cand se folosesc pense de 0.125" pe freze de 3mm. Si eu am pe unul din dremeluri o astfel de pensa veche, la care impingeam freza spre interior pentru a o debloca. Nici vorba de tras cu patentul, risti sa deteriorezi pensa sau freza. Am constatat ca problema nu apare la pensetele din alama.
Sa raspund punctual:
Dispozitivul de apasare al cuiului nu l-am prezentat aici pentru ca modelul 3d al frezei nu este fidel, lipsindu-i tocmai cuiul. Avand in vedere ca dremelul executa in zona de interes doar miscari pe Z, acel dispozitiv poate fi doar o lama de arc, oblica. Sincronizarea piulitei de strangere se face pe baza elasticitatii de-a lungul axei Z a piesei de strangere, asta iarasi n-am reprezentat-o. Iar de controlul cuplului la mcc este treaba de electronist.
Legat de respectiva blocare: ea apare doar cand penseta (de aluminiu la dremel) este uzata in asa hal incat diametrul exterior (strans) la capatul dinspre freza este mai mic decat diametrul interior al piulitei, la acelasi capat. Sau cand se folosesc pense de 0.125" pe freze de 3mm. Si eu am pe unul din dremeluri o astfel de pensa veche, la care impingeam freza spre interior pentru a o debloca. Nici vorba de tras cu patentul, risti sa deteriorezi pensa sau freza. Am constatat ca problema nu apare la pensetele din alama.
#2393
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 08 April 2008 - 06:16 AM
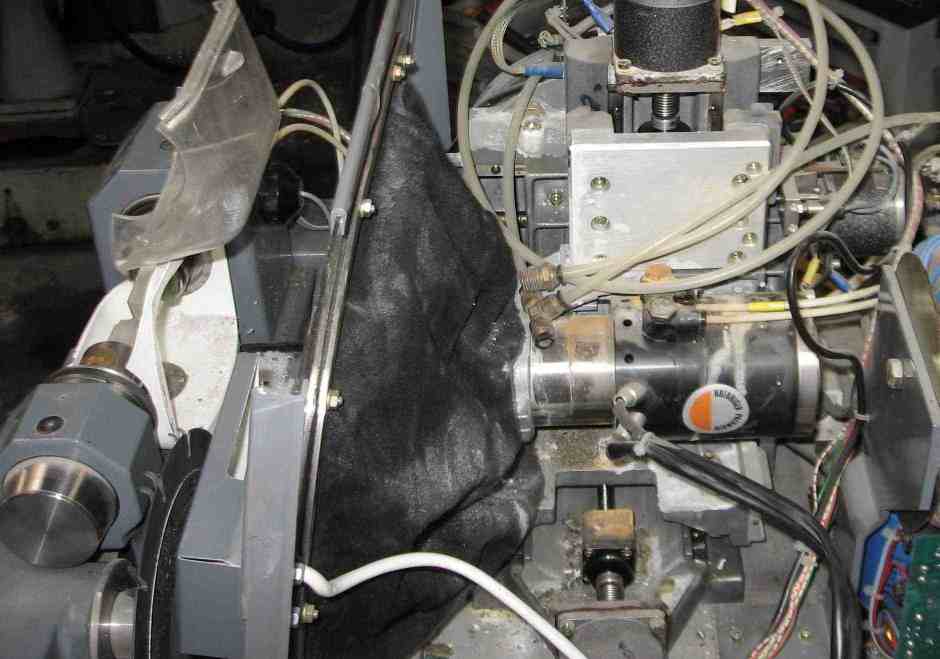
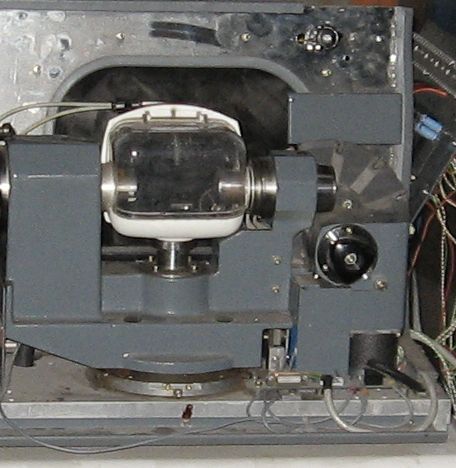
Am cautat pozele masinii care mi-a folosit de inspiratie. Era o mashina mica, in patru axe, curse de 100mm pe fiecare axa, plus un motor pas cu pas pentru discul cu scule. La masina asta, freza era blocata printr-un piston cu aer comprimat, iar schimbarea sculei se facea printr-o deplasare pe X si Z a frezei. Ce am facut la ea a fost un retrofit (electronica era bizara, iar softul propriu nu mai era de gasit), configurand-o in turbocnc ca masina in 5 axe, si scriind o serie de proceduri in Gcode pentru schimbarea sculei. Oricum, scula functioneaza si astazi. Motorul de la freza era HF de 500W, i-am facut un driver pana la 55Krpm, mergea in aluminiu mai bine decat un dremel in plexi :lol:
In poza, discul cu scule este in stanga jos.
In poza, discul cu scule este in stanga jos.
Imagini atasate
#2395
znecula

- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 08 April 2008 - 11:08 AM
Deranjez si eu cu o solutie poate pentru unii acceptabila, pentru altii nu.
Pe axa Z se monteaza pe un suport rotativ mai multe motoare cu mandrina sau orice alt dispozitiv portscula.
Masina care este la firma unde eu am lucrat candva, are 6 motoare.
Pe fiecare motor se pune o scula, se regleaza inaltimea ei si softul comanda rotirea si zavorarea (pneumatica) a suportului rotativ, functie de necesitati.
Bineinteles ca masina despre care va vorbesc e foarte mare. Face o compensare pneumatica a greutatii axei Z.
Poate ca si in regim de hobby s-ar putea aplica solutia, cu conditia ca toata mecanica sa suporte greutatea axei Z.
Atasez un desen mult simplificat. Am pus numai 3 motoare. Pot fi 2,3....6.
Stima.
Pe axa Z se monteaza pe un suport rotativ mai multe motoare cu mandrina sau orice alt dispozitiv portscula.
Masina care este la firma unde eu am lucrat candva, are 6 motoare.
Pe fiecare motor se pune o scula, se regleaza inaltimea ei si softul comanda rotirea si zavorarea (pneumatica) a suportului rotativ, functie de necesitati.
Bineinteles ca masina despre care va vorbesc e foarte mare. Face o compensare pneumatica a greutatii axei Z.
Poate ca si in regim de hobby s-ar putea aplica solutia, cu conditia ca toata mecanica sa suporte greutatea axei Z.
Atasez un desen mult simplificat. Am pus numai 3 motoare. Pot fi 2,3....6.
Stima.
#2396
znecula
- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 08 April 2008 - 11:09 AM
Iata si desenul :lol:
E in Acad. Sper sa mearga.
E in Acad. Sper sa mearga.
Fisiere atasate
-
format_A4.dwg (49.03K)
Number of downloads: 100
Aceasta postare a fost editata de znecula: 08 April 2008 - 11:10 AM
#2398
Buggy-man

- MEGA Membru
-
- Grup: Admin
- Postari: 1804
- Inregistrat: 02-December 02
Postat 08 April 2008 - 04:57 PM
Off-topic ?..... la cate s-a scris in mesajul asta.....
Ma intereseaza sa stiu cum procedati voi in situatia in care vreti sa schimbati scula de frezare, cu intentia de a prelucra aceiasi piesa, fara a pierde punctul de "0" al celor 3 axe?
Si daca totusi se intampla sa pierdeti punctul de 0 cum recalibrati?
Ma intereseaza sa stiu cum procedati voi in situatia in care vreti sa schimbati scula de frezare, cu intentia de a prelucra aceiasi piesa, fara a pierde punctul de "0" al celor 3 axe?
Si daca totusi se intampla sa pierdeti punctul de 0 cum recalibrati?
RHCForum - Webmaster
#2399
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 08 April 2008 - 05:19 PM
Cu riscul de a monopoliza pagina asta, raspund eu: imi notam intotdeauna valorile zeroului in gcode (de fapt zeroul piesei) in raport cu zeroul masinii, iar in caz de problema (salt de pasi sau luat o pauza, etc) ceream lui turbocnc sa caute zeroul masinii, dupa care un G00 la coordonatele notate, dupa care un G92X0Y0Z0. Am folosit o singura data doua freze pentru acceasi piesa, iar potrivirea la acelasi Z am facut-o prin impingerea frezei pana la maxim in locasul arborelui motorului de frezat. Precizez ca lungimea totala a sculei era aceeasi.
Aceasta postare a fost editata de bogdanel: 08 April 2008 - 05:20 PM

#2401
Buggy-man
- MEGA Membru
-
- Grup: Admin
- Postari: 1804
- Inregistrat: 02-December 02
Postat 09 April 2008 - 09:25 AM
Citeaza
iar potrivirea la acelasi Z am facut-o prin impingerea frezei pana la maxim in locasul arborelui motorului de frezat
Stiu ca exista niste distantieri din plastic care se folosesc pentru asa ceva.
Se baga cotorul frezei prin acest distantier.
Am vazut la Ady N.
Problema e ca noi nu am reusit sa bagam freza prin acest distantier.
Probabil ca ai nevoie de un cleste special pentru asa ceva!
Partea de aducere la coordonatele initiale:
nu este posibil realizarea unui dispozitiv electronic, care sa citeasca pozitia servomotoarelor, sa o memoreze, iar in caz de ceva sa aduca capul frezei la acea pozitie prin apasarea unui buton dedicat?
RHCForum - Webmaster
#2402
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 09 April 2008 - 09:44 AM
Buggy-man, la 9 Apr 2008, 09:25, a spus:
Partea de aducere la coordonatele initiale:
nu este posibil realizarea unui dispozitiv electronic, care sa citeasca pozitia servomotoarelor, sa o memoreze, iar in caz de ceva sa aduca capul frezei la acea pozitie prin apasarea unui buton dedicat?
nu este posibil realizarea unui dispozitiv electronic, care sa citeasca pozitia servomotoarelor, sa o memoreze, iar in caz de ceva sa aduca capul frezei la acea pozitie prin apasarea unui buton dedicat?
Pai daca vorbesti de servouri, astea nu pierd pasi, daca driverul este suficient de inteligent conceput. Astfel incat nu ai avea nevoie sa te complici. La steppere, care daca nu sunt in microstep pot pierde pasi si fara sarcina (rezonate mecanice si electromecanice), tot ai nevoie de un sistem de zero absolut pentru fiecare axa. Iar un astfel de dispozitiv este realizabil, doar ca este mult mai complicat software decat un driver, deci scump.
Arata acest topic










{kind=link}
1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
