 Ajutor
Ajutor



Toate chestiunile pe care vi le-a descris pana acum Seba sunt corecte, avand in vedere ca el se va ocupa de "nasterea" masinii va va putea oferii detalii pe care eu cu siguranta in viitorul apropiat nu vi le-as putea da asa ca il rog sa continue cu informatiile si raspunsurile la intrebarile dumneavoastra.
Totodata cer sprijinul unei persoane care doreste un schimb. Detin, ajunse odata cu suruburile, 6 bucati cuplaje elastice elicoidale, prindere 6 cu 8. Avand in vedere ca eu am nevoie de 8 cu 10 doresc schimbarea lor, ofer 6 contra 4 :), in caz ca sunt persoane care doresc sa le cumpere, doresc doar contravaloarea care sa-mi permita achizitionarea a 4 bucati 8/10, dupa cate am vazut sunt la acelasi pret. Provenienta lor este China, dupa cate am inteles de la Seba sunt de o calitate buna.
In momentul de fata toate componentele achizitionate de mine se gasesc in atelier la Seba, ii multumesc pentru ca a venit si le-al luat personal, tot contracost......omul asta-i la fel ca mine, lucra pe bani :), ciudati suntem :)
Router CNC 4 axe pentru prelucrare plastic/lemn Incepere proiect
 Citare Multipla
Citare Multipla
#122
 Shubi
Shubi 

- Junior
-

- Grup: Members
- Postari: 70
- Inregistrat: 22-October 13
- Gender:Male
- Location:Timisoara
Postat 22 November 2013 - 11:36 PM
Legat de axa z.....chestiunea, in functie de ceea ce doresc de la masina si dupa cum o vad eu, sta cam asa:
- doresc sa poata prelucra placi cu o grosime de aprox 100 mm
- deoarece voi monta pe ea o axa rotativa doresc sa pot prelucra material in diametru de aprox 150
Materialele vor fi: lemn de esenta tare si material plastic, elemente pentru realizarea componentelor acvaristice, pentru inceput.
Desi puteam sa folosesc elemente mult mai ieftine, neavand nevoie de o precizie atat de mare (mi-e suficenta in aplicatiile astea si eroare de 0,1), vreau o masina rigida si de o precizie mult mai mare....prefer sa stiu ca o am desi n-am nevoie de ea decat sa n-o am si sa-mi trebuiasca :)
- doresc sa poata prelucra placi cu o grosime de aprox 100 mm
- deoarece voi monta pe ea o axa rotativa doresc sa pot prelucra material in diametru de aprox 150
Materialele vor fi: lemn de esenta tare si material plastic, elemente pentru realizarea componentelor acvaristice, pentru inceput.
Desi puteam sa folosesc elemente mult mai ieftine, neavand nevoie de o precizie atat de mare (mi-e suficenta in aplicatiile astea si eroare de 0,1), vreau o masina rigida si de o precizie mult mai mare....prefer sa stiu ca o am desi n-am nevoie de ea decat sa n-o am si sa-mi trebuiasca :)
#123
Shubi
- Junior
-
- Grup: Members
- Postari: 70
- Inregistrat: 22-October 13
- Gender:Male
- Location:Timisoara
Postat 25 November 2013 - 05:08 PM
Avand in vedere ca nu se inghiesuie nimeni la schimb, inainte de a le dona, pun intrebarea: pot fi rectificate cuplaje elastice elicoidale de la 6 la 10 ?
Aceasta postare a fost editata de Shubi: 25 November 2013 - 05:08 PM
#124
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 25 November 2013 - 05:12 PM
Teoretic , da . Ai nevoie de un strung , un spiral de 9,5mm si un alezor . Dar de ce folosesti gunoaiele alea ?
Vrei neaparat sa te oftici cand o sa constati ca ai backlash si nu-ti iese cercul corect ?
Foloseste cuplaje oldham sau din alea cu insertie spider , o sa scapi de multe belele ...
Vrei neaparat sa te oftici cand o sa constati ca ai backlash si nu-ti iese cercul corect ?
Foloseste cuplaje oldham sau din alea cu insertie spider , o sa scapi de multe belele ...
#125
Shubi
- Junior
-
- Grup: Members
- Postari: 70
- Inregistrat: 22-October 13
- Gender:Male
- Location:Timisoara
Postat 25 November 2013 - 05:17 PM
 katran, la 25 November 2013 - 05:12 PM, a spus:
katran, la 25 November 2013 - 05:12 PM, a spus:
Teoretic , da . Ai nevoie de un strung , un spiral de 9,5mm si un alezor . Dar de ce folosesti gunoaiele alea ?
Vrei neaparat sa te oftici cand o sa constati ca ai backlash si nu-ti iese cercul corect ?
Foloseste cuplaje oldham sau din alea cu insertie spider , o sa scapi de multe belele ...
Vrei neaparat sa te oftici cand o sa constati ca ai backlash si nu-ti iese cercul corect ?
Foloseste cuplaje oldham sau din alea cu insertie spider , o sa scapi de multe belele ...
O sursa pentru achizitionare....la hi-end aveau, acum e inchis :)
Pe celelalte le donez, daca le doreste cineva, pm pls :)
Aceasta postare a fost editata de Shubi: 25 November 2013 - 05:18 PM
#126
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 25 November 2013 - 08:44 PM
Shubi, la 25 November 2013 - 05:17 PM, a spus:
O sursa pentru achizitionare....la hi-end aveau, acum e inchis :)
Pe celelalte le donez, daca le doreste cineva, pm pls :)
Pe celelalte le donez, daca le doreste cineva, pm pls :)
Ebay ? Damen cnc ? Eu personal mi le fac singur ...
#128
sebba

- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 25 November 2013 - 10:12 PM
hai mai fratilor, mai avem sa ne facem singuri suruburile M5 cu cap imbus :D
stay tuned, pana maine seara cred ca va mai avansa proiectul, axa Z, aia care nu-mi place mie sa o fac in varianta standard
ptr mine asta e meci in deplasare :pardon:
promit insa sa fie ultima masina de o fac in configuratia asta <_<
stay tuned, pana maine seara cred ca va mai avansa proiectul, axa Z, aia care nu-mi place mie sa o fac in varianta standard
ptr mine asta e meci in deplasare :pardon:
promit insa sa fie ultima masina de o fac in configuratia asta <_<
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#129
cres
- Senior
-
- Grup: Members
- Postari: 306
- Inregistrat: 09-May 06
Postat 26 November 2013 - 08:58 AM
salutare
vezi si pe aici.eu mi le fac singur pe cnc.elementul elastic il injectez din cauciuc termoplastic
toate cele bune
salutare
vezi si pe aici.eu mi le fac singur pe cnc.elementul elastic il injectez din cauciuc termoplastic
toate cele bune
sau aici
vezi si pe aici.eu mi le fac singur pe cnc.elementul elastic il injectez din cauciuc termoplastic
toate cele bune
salutare
vezi si pe aici.eu mi le fac singur pe cnc.elementul elastic il injectez din cauciuc termoplastic
toate cele bune
sau aici
Thumbnail atasat


#130
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 14 December 2013 - 01:20 PM
n-am mai dat nici un semn pe aici si cred ca e cazul sa o fac...
n-am mai stat de pus poze "teoretice" ca deja a inceput partea practica :D
asa, de incalzire...


n-am mai stat de pus poze "teoretice" ca deja a inceput partea practica :D
asa, de incalzire...
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana



#132
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 14 December 2013 - 08:56 PM
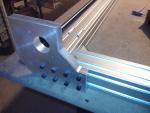
am mai crescut putin si acum stam pe picioarele noastre, toate cele 4:


si ne creste si o traversa de portal pe deasupra

si ne creste si o traversa de portal pe deasupra
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#133
Shubi
- Junior
-
- Grup: Members
- Postari: 70
- Inregistrat: 22-October 13
- Gender:Male
- Location:Timisoara
Postat 15 December 2013 - 12:51 AM
Ce pot sa va spun e ca am luat si eu parte la inceputul prelucrarii pieselor din placa de aluminiu. Am ramas placut impresionat de felul cum merge motorul de 1,5 kw chinezesc, trece prin aluminiu ca prin branza fapt pentru care masina va avea acelasi tip de motor. Celor care doresc ajutor in prelucrarea pieselor unui CNC si nu numai.....il recomand cu caldura pe Seba, omul asta chiar stie ce face si pana acum mi-a demonstrat ca stie s-o faca bine. Nu e o lauda, e pura realitate, o spun imaginile de mai sus.
#134
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 15 December 2013 - 09:50 AM
calin, esti prea entuziasmat
multumesc ptr aprecieri dar tin sa precizez ca "a trece ca prin branza" e mult spus
probabil ai avut senzatia asta din cauza ca eu merg cu adancimi mari de frezare. metoda asta are anumite avantaje dar nu poate fi asemuita cu trecerea prin branza :drinks:
multumesc ptr aprecieri dar tin sa precizez ca "a trece ca prin branza" e mult spus
probabil ai avut senzatia asta din cauza ca eu merg cu adancimi mari de frezare. metoda asta are anumite avantaje dar nu poate fi asemuita cu trecerea prin branza :drinks:
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#135
Shubi
- Junior
-
- Grup: Members
- Postari: 70
- Inregistrat: 22-October 13
- Gender:Male
- Location:Timisoara
Postat 15 December 2013 - 11:32 AM
sebba, la 15 December 2013 - 09:50 AM, a spus:
calin, esti prea entuziasmat
multumesc ptr aprecieri dar tin sa precizez ca "a trece ca prin branza" e mult spus
probabil ai avut senzatia asta din cauza ca eu merg cu adancimi mari de frezare. metoda asta are anumite avantaje dar nu poate fi asemuita cu trecerea prin branza :drinks:
multumesc ptr aprecieri dar tin sa precizez ca "a trece ca prin branza" e mult spus
probabil ai avut senzatia asta din cauza ca eu merg cu adancimi mari de frezare. metoda asta are anumite avantaje dar nu poate fi asemuita cu trecerea prin branza :drinks:
Gresesti, sunt-extra-mega-ultra-hiper entuziasmat :))
Si sa tai din nu foarte multe treceri un plancast de 20....pentru mine se cheama "branza".
Adica....am vazut filmulete la dom` katran pus mai sus pentru motorul turcesc (si pe net in general cu prelucrare de gen) dar cand am vazut cum sare spanul la tine....e "branza".
Sunt convins ca se poate si mai mult dar deocamdata n-am vazut cu ochii mei :))
MY PRECIOUS !!! :D
#136
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 15 December 2013 - 12:34 PM
Calin, nu am reinventat roata, doar o folosesc altfel
diferenta intre stilul in care imi place mie sa frezez si celelalte metode nu consta in forte mai mari de frezare
eu fac strategiile de frezare astfel incat sa utilizez cat mai mult din partea utila, taietoare, a frezelor
si ca sa obtii asta trebuie sa lucrezi cu adancimi mari de frezare (DOC)
iar ca sa poti face asta trebuie sa reduci angajarile laterale ale frezei, adica freza sa nu mai "muste" mult din material la o trecere
la initierea operatiunii freza intra in material tot cu DOC mic, pana isi face loc, insa dupa ce si-a facut loc si a ajuns la adancimea necesara incepe sa taie material pe toata adancimea odata dar cu multe treceri
avantajele constau in utilizarea mult mai uniforma a frezei care nu se mai uzeaza doar in varf, obtinerea unui perete mai curat, fara urme de la multe treceri pe adancime, un "fund" al frezarii mai neted datorita trecerilor foarte dese si chiar si eliminarea mai buna a spanului care fiind mult mai lung (cam cat e DOC-ul, de fapt ceva mai lung datorita spiralei frezei) nu se mai agata asa usor de freza
metoda insa este valabila acolo unde ai de frezat buzunare adanci
am dat odata dintr-o operatiune sa faca o intreaga piesa si in anumite zone DOC-ul necesar era doar de 1mm si acolo am pierdut timp din cauza ca aceiasi parametrii de frezare (angajare laterala mica) au fost folositi si la frezarea pe adancime mica, frezare ce ar fi putut fi facuta cu o angajare mai mare, DOC-ul necesar fiind mic
iar marea problema e ca atunci cand tai pe contur o piesa nu prea ai ce face si trebuie sa angajezi freza in totalitate, 100%, si asta te forteaza sa folosesti DOC mic
vreau sa testez insa si o taiere pe contur cu o strategie torcoidala, taierea sa fie mai lata decat freza dar sa pot pastra avantajele frezarii cu DOC mare
plus ca acum inca folosesc SprutCam care imi face usor si rapid aceste operatiuni dar next-step ar fi imachining-ul de la SolidCam. Am facut ceva teste cu el dar inca nu ma simt in stare sa-l bag in productie. Poate cand voi avea mai mult timp ca sa experimentez ceva piese ptr nevoile proprii, sa nu stric ceva "comanda externa" :D
diferenta intre stilul in care imi place mie sa frezez si celelalte metode nu consta in forte mai mari de frezare
eu fac strategiile de frezare astfel incat sa utilizez cat mai mult din partea utila, taietoare, a frezelor
si ca sa obtii asta trebuie sa lucrezi cu adancimi mari de frezare (DOC)
iar ca sa poti face asta trebuie sa reduci angajarile laterale ale frezei, adica freza sa nu mai "muste" mult din material la o trecere
la initierea operatiunii freza intra in material tot cu DOC mic, pana isi face loc, insa dupa ce si-a facut loc si a ajuns la adancimea necesara incepe sa taie material pe toata adancimea odata dar cu multe treceri
avantajele constau in utilizarea mult mai uniforma a frezei care nu se mai uzeaza doar in varf, obtinerea unui perete mai curat, fara urme de la multe treceri pe adancime, un "fund" al frezarii mai neted datorita trecerilor foarte dese si chiar si eliminarea mai buna a spanului care fiind mult mai lung (cam cat e DOC-ul, de fapt ceva mai lung datorita spiralei frezei) nu se mai agata asa usor de freza
metoda insa este valabila acolo unde ai de frezat buzunare adanci
am dat odata dintr-o operatiune sa faca o intreaga piesa si in anumite zone DOC-ul necesar era doar de 1mm si acolo am pierdut timp din cauza ca aceiasi parametrii de frezare (angajare laterala mica) au fost folositi si la frezarea pe adancime mica, frezare ce ar fi putut fi facuta cu o angajare mai mare, DOC-ul necesar fiind mic
iar marea problema e ca atunci cand tai pe contur o piesa nu prea ai ce face si trebuie sa angajezi freza in totalitate, 100%, si asta te forteaza sa folosesti DOC mic
vreau sa testez insa si o taiere pe contur cu o strategie torcoidala, taierea sa fie mai lata decat freza dar sa pot pastra avantajele frezarii cu DOC mare
plus ca acum inca folosesc SprutCam care imi face usor si rapid aceste operatiuni dar next-step ar fi imachining-ul de la SolidCam. Am facut ceva teste cu el dar inca nu ma simt in stare sa-l bag in productie. Poate cand voi avea mai mult timp ca sa experimentez ceva piese ptr nevoile proprii, sa nu stric ceva "comanda externa" :D
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#137
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 15 December 2013 - 06:27 PM
Shubi, la 15 December 2013 - 11:32 AM, a spus:
Adica....am vazut filmulete la dom` katran pus mai sus pentru motorul turcesc
Hmm ... pe asta l-ai vazut ? http://youtu.be/yebLKUM_WMY ....
Motorasul ala turcesc are 0.75Kw ...o jucarie ... mai vorbim la primavara , cand termin masina noua ...
#138
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 15 December 2013 - 06:39 PM
exact aici e diferenta intre stilul care-mi place mie si cel al tau, Gabi
eu as fi bagat freza cu doc de 10-12-20mm (ca aia de 100mm dia duce lejer) dar cu angajare laterala mica, de 1mm
dar cu program facut in altceva, nu in mach3 (asa, pe nestiute, traseul sculei imi pare generat de newfangled wizards din mach3, ma insel?)
eu as fi bagat freza cu doc de 10-12-20mm (ca aia de 100mm dia duce lejer) dar cu angajare laterala mica, de 1mm
dar cu program facut in altceva, nu in mach3 (asa, pe nestiute, traseul sculei imi pare generat de newfangled wizards din mach3, ma insel?)
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#139
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 15 December 2013 - 08:06 PM
Da , te inseli ... e facut cu ArtCam .
Din punctul meu de vedere , problema
se reduce la viteza ... In film , planarea suprafetei se face in 45 de secunde ( 70mm x 50mm )
cu un DOC de 1mm ...profilarea o face in 55 de secunde , pe o adancime de 10mm , respectand cota
cu o rezolutie de 0.025mm ( DOC 2mm , feed 30mm/s ) . Folosind genul de prelucrare/strategie preferat de
tine , cam cat ar dura aceeasi prelucrare ?
Gaura de 30mm diametru o face in 1 minut si 50 de secunde ( stiu sigur ca poate s-o faca sub 1 minut , mi-a
fost mie frica sa nu se incarce freza ) , dar presupun ca helical boring nu e un secret pentru nimeni ...
Ideea e sa faci piese identice , la rezolutii stranse ( sub 0.03mm ) la viteza mare , nu asta e de fapt scopul
masinilor CNC ? Sau ma insel e de data asta ?
Din punctul meu de vedere , problema
se reduce la viteza ... In film , planarea suprafetei se face in 45 de secunde ( 70mm x 50mm )
cu un DOC de 1mm ...profilarea o face in 55 de secunde , pe o adancime de 10mm , respectand cota
cu o rezolutie de 0.025mm ( DOC 2mm , feed 30mm/s ) . Folosind genul de prelucrare/strategie preferat de
tine , cam cat ar dura aceeasi prelucrare ?
Gaura de 30mm diametru o face in 1 minut si 50 de secunde ( stiu sigur ca poate s-o faca sub 1 minut , mi-a
fost mie frica sa nu se incarce freza ) , dar presupun ca helical boring nu e un secret pentru nimeni ...
Ideea e sa faci piese identice , la rezolutii stranse ( sub 0.03mm ) la viteza mare , nu asta e de fapt scopul
masinilor CNC ? Sau ma insel e de data asta ?
Aceasta postare a fost editata de katran: 15 December 2013 - 08:06 PM
#140
ionutb71

- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 10-November 11
- Gender:Male
- Location:RM VALCEA
Postat 15 December 2013 - 09:30 PM
ca timp cred ca tot pe acolo in ambele strategii,pentru profilare,gaurire si planarea suprafetei .diferenta cred ca se face la lucrari complexe.de o saptamana tot chinui la solidcam 2010 sa-mi intre in cap.am pus doua fisiere pentru a-mi vedea mach-ul ca si controler,dar g-codul e anapoda rau.nu reusesc sa setez originea piesei in conformitate cu cea a masinii.desi am pus cotele de schimbare a sculei undeva la originea piesei de prelucrat,schimbarea sculei o face tot unde vrea ea,undeva la mare departare de piesa.la revenire nu ridica z-ul decat cand ajunge la coordonatele de incepere a frezarii.la fel nu stiu de unde pot schimba in sc sensul de rotatie al frezei.il salveaza numai ccw.si mai sunt muuulte lacune ,dar imi place si provocarea.apropo azinoapte l-am visat pe Sidney :D marele prof.
Thumbnail atasat

#142
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 15 December 2013 - 09:57 PM
sidni (sidney adica) e profu de solidworks :D
cat despre artcam... same entry level cam software... pana nu va invata ca freza nu trebuie angajata 100% in material, la fel ca vectric, ramane un soft de desene animate... pe asfalt...
masnile tale, Gabi, ar merge de cel putin 5x mai bine/repede daca ai folosi un CAM destept, ti-am mai zis... e pacat de hardware-ul care-l ai sa-l jignesti cu asa softuri...
switch to solidcam
cat despre artcam... same entry level cam software... pana nu va invata ca freza nu trebuie angajata 100% in material, la fel ca vectric, ramane un soft de desene animate... pe asfalt...
masnile tale, Gabi, ar merge de cel putin 5x mai bine/repede daca ai folosi un CAM destept, ti-am mai zis... e pacat de hardware-ul care-l ai sa-l jignesti cu asa softuri...
switch to solidcam
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#143
F2B

- Membru de onoare
-
- Grup: Members
- Postari: 921
- Inregistrat: 30-November 11
Postat 15 December 2013 - 10:11 PM
Seba an vazut ce faci aici pentru prima data.
Esti pe drumul bun. In ceea ce priveste motorul de freza dute la Alibaba.com si fa un serch for CNC SPINDLE ATC. Daca ai ajuns asa departe se merita sa faci cu ATC. BT30 este foarte folosit si relative ieftin. Nu am citit tot dar ce vrei sa faci cu masinaasta cind este gata?
Esti pe drumul bun. In ceea ce priveste motorul de freza dute la Alibaba.com si fa un serch for CNC SPINDLE ATC. Daca ai ajuns asa departe se merita sa faci cu ATC. BT30 este foarte folosit si relative ieftin. Nu am citit tot dar ce vrei sa faci cu masinaasta cind este gata?
#144
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 15 December 2013 - 10:22 PM
F2B, la 15 December 2013 - 10:11 PM, a spus:
Seba an vazut ce faci aici pentru prima data.
Esti pe drumul bun. In ceea ce priveste motorul de freza dute la Alibaba.com si fa un serch for CNC SPINDLE ATC. Daca ai ajuns asa departe se merita sa faci cu ATC. BT30 este foarte folosit si relative ieftin. Nu am citit tot dar ce vrei sa faci cu masinaasta cind este gata?
Esti pe drumul bun. In ceea ce priveste motorul de freza dute la Alibaba.com si fa un serch for CNC SPINDLE ATC. Daca ai ajuns asa departe se merita sa faci cu ATC. BT30 este foarte folosit si relative ieftin. Nu am citit tot dar ce vrei sa faci cu masinaasta cind este gata?
Relativ ieftin ? Eu am dat 3000USD pe al meu ... plus vreo 500 pe drive ... am luat plasa ?
#145
informer

- Membru de onoare
-
- Grup: Members
- Postari: 598
- Inregistrat: 26-June 13
- Gender:Male
- Location:Timisoara
- Interests:Electronica, Pescuit
Postat 15 December 2013 - 10:23 PM
ionutb71, la 15 December 2013 - 09:30 PM, a spus:
de o saptamana tot chinui la solidcam 2010 sa-mi intre in cap.am pus doua fisiere pentru a-mi vedea mach-ul ca si controler,dar g-codul e anapoda rau.
Eu frezez in principal PCB-uri dar decuparea lor, gaurirea pt. fixarea placii, slefuirea etc. o fac cu GCode generat in SolidCam.
N-am facut nici o setare/instalare suplimentara decat c-am ales ca si masina default Fanuc-ul.
Pune el un stop suplimentar (M01) da` ala se poate dezactiva din Mach3 (cred)... pe mine nu m-o deranjat, mai dau un Alt+R si gata. :)
I-adevarat ca astea-s operatii destul de simple da` merg f. bine.
Aceasta postare a fost editata de informer: 15 December 2013 - 10:27 PM
"Cu cat cunosc mai bine oamenii, cu atat iubesc mai mult cainii."
... niste lucrari :)
... niste lucrari :)
#146
Shubi
- Junior
-
- Grup: Members
- Postari: 70
- Inregistrat: 22-October 13
- Gender:Male
- Location:Timisoara
Postat 15 December 2013 - 11:59 PM
katran, la 15 December 2013 - 10:22 PM, a spus:
Relativ ieftin ? Eu am dat 3000USD pe al meu ... plus vreo 500 pe drive ... am luat plasa ?
Dupa cate am vazut eu si daca am vazut bine, ati cam dat dublu pe el.
F2B, la 15 December 2013 - 10:11 PM, a spus:
..... ce vrei sa faci cu masinaasta cind este gata?
O sa mi-o dea mie :))
#147
Shubi
- Junior
-
- Grup: Members
- Postari: 70
- Inregistrat: 22-October 13
- Gender:Male
- Location:Timisoara
Postat 16 December 2013 - 12:04 AM
katran, la 15 December 2013 - 06:27 PM, a spus:
Hmm ... pe asta l-ai vazut ? http://youtu.be/yebLKUM_WMY ....
Motorasul ala turcesc are 0.75Kw ...o jucarie ... mai vorbim la primavara , cand termin masina noua ...
Motorasul ala turcesc are 0.75Kw ...o jucarie ... mai vorbim la primavara , cand termin masina noua ...
L-am vazut si pe ala dar sa-l vedeti pe a lui Seba.....cand a intrat freza in material sarea span in toate directiile, viteza can aceeasi, poate putin mai mare. Asa ca estimare cred ca o piesa ca cea a dumneavoastra o face in 40-45 secunde...poate nici atat.
#148
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 16 December 2013 - 09:08 AM
@F2B
multumesc ptr aprecieri dar din pacate nu-mi pot permite un ATC. preturile de pe alibaba sunt mici dar sunt ca la orice reclama, sunt preturi doar ptr anumite conditii. de obicei pretul ala mic afisat nu e ptr o singura bucata ci ptr comenzi mai mari
si pe langa motorul cu ATC care ar putea fi luat pe undeva pe la 2000 usd (sau chiar mai mult) iti mai trebuie si o gramada de toolholder-e si ce mai e acolo
Degeaba as lua motorul cu atc daca n-as avea macar 20-30 de tool-holdere si toate accesoriile care sunt necesare, plus facerea magaziei asa ca nu m-as apuca de asa ceva fara o investitie de vreo 3-4000 eur
Si un atc, pe mine, la momentul actual, raportand avantajele la investitie, nu m-ar ajuta chiar asa de mult, n-am atatea comenzi incat sa nu pot trai fara atc
E clar ca mi-ar place, e de la sine inteles ca as optimiza mult mai bine lucrul si uzura frezelor si calitatea produselor obtinute ca sa nu mai vorbesc si de cresterea vitezei... dar Mos Craciun mi-a zis ca la mine nu mai vine, e suparat ca ultima data am uitat sa-l sun si sa-l chem la o bere... :D
masina initial a fost construita ptr vanzare dar a trebui sa o bag in productie si nu a mai ajuns pe piata
acum e in chinurile facerii unor modificari (piulita mobila/surub fix pe motoarele Y-ului) dar a trebuit sa aman lucrarile pe motive de alte prioritati si buget ;)
@katran, nu pot sa fac o comparatie de timp, as putea sa-ti zic cam cat ar dura anumite operatiuni ce le-am facut cu o freza de 3mm si DOC de 5mm, angajare laterala 0.3mm dar nu prea se pot compara timpii de la freza de 3mm cu timpii de la freza de 10mm
pe de alta parte nu-l crede pe Shubi, omu' e prea entuziasmat acum si are tendinta de overreacting :D
cum am mai zis, nu am reinventat nici o roata :D
si nu cred ca ai luat nici o plasa cu motorul tau ATC, parca ceva mai ieftine erau alea cu ISO20 in bot dar din cate retin holderele de ISO20 sunt prea scumpe comparativ cu BT30-urile
din pacate nu gasesc cu dat dracu filmarea in care am testat imachinig-ul de la Solidcam dar promit ca odata ce termin lucrarile la masina lui Shubi o sa reincep lucrul cu Solidcam. pe moment merg tot cu Sprutcam si "surogatul" de imachining, adica frezarea cu strategie torchoidala la intrarea initiala in material
si la modul general nu am urmarit neaparat sa maresc viteza de prelucrare ci sa protejez cat mai mult frezele
ca sa frezez un pocket de 15mm sa zicem, cu freza de 3mm si DOC de 0.5mm... inseamna ca am 30 de treceri pe adancime in care doar primii 0.5mm ai frezei se uzeaza
daca bag freza cu DOC de 7.5mm raman doar la 2 treceri si e clar ca uzura e de 15x mai mica (la acelasi step) si distribuita pe toti cei 7.5mm ai frezei
insa pasul ar fi mai mic, undeva la 10-15% din diametrul frezei, comparativ cu 40-50% sau cat bagi ptr DOC-ul de 0.5mm
adica are cam de 3x mai multe treceri rezultand uzura de aprox 5x mai mica si daca am considera aceeasi viteza de feed ar trebui si timpii sa fie tot cam de atatea ori mai mici
mai sus nu e nimic calculat in detaliu, doar asa, orientativ
posibil ca anumite valori sa nu reflecte cazurile concrete
per ansamblu insa nu cred ca am gresit cu ceva dar daca am pierdut ceva din vedere va rog sa ma corectati
abia am baut prima cafea... :drinks:
multumesc ptr aprecieri dar din pacate nu-mi pot permite un ATC. preturile de pe alibaba sunt mici dar sunt ca la orice reclama, sunt preturi doar ptr anumite conditii. de obicei pretul ala mic afisat nu e ptr o singura bucata ci ptr comenzi mai mari
si pe langa motorul cu ATC care ar putea fi luat pe undeva pe la 2000 usd (sau chiar mai mult) iti mai trebuie si o gramada de toolholder-e si ce mai e acolo
Degeaba as lua motorul cu atc daca n-as avea macar 20-30 de tool-holdere si toate accesoriile care sunt necesare, plus facerea magaziei asa ca nu m-as apuca de asa ceva fara o investitie de vreo 3-4000 eur
Si un atc, pe mine, la momentul actual, raportand avantajele la investitie, nu m-ar ajuta chiar asa de mult, n-am atatea comenzi incat sa nu pot trai fara atc
E clar ca mi-ar place, e de la sine inteles ca as optimiza mult mai bine lucrul si uzura frezelor si calitatea produselor obtinute ca sa nu mai vorbesc si de cresterea vitezei... dar Mos Craciun mi-a zis ca la mine nu mai vine, e suparat ca ultima data am uitat sa-l sun si sa-l chem la o bere... :D
masina initial a fost construita ptr vanzare dar a trebui sa o bag in productie si nu a mai ajuns pe piata
acum e in chinurile facerii unor modificari (piulita mobila/surub fix pe motoarele Y-ului) dar a trebuit sa aman lucrarile pe motive de alte prioritati si buget ;)
@katran, nu pot sa fac o comparatie de timp, as putea sa-ti zic cam cat ar dura anumite operatiuni ce le-am facut cu o freza de 3mm si DOC de 5mm, angajare laterala 0.3mm dar nu prea se pot compara timpii de la freza de 3mm cu timpii de la freza de 10mm
pe de alta parte nu-l crede pe Shubi, omu' e prea entuziasmat acum si are tendinta de overreacting :D
cum am mai zis, nu am reinventat nici o roata :D
si nu cred ca ai luat nici o plasa cu motorul tau ATC, parca ceva mai ieftine erau alea cu ISO20 in bot dar din cate retin holderele de ISO20 sunt prea scumpe comparativ cu BT30-urile
din pacate nu gasesc cu dat dracu filmarea in care am testat imachinig-ul de la Solidcam dar promit ca odata ce termin lucrarile la masina lui Shubi o sa reincep lucrul cu Solidcam. pe moment merg tot cu Sprutcam si "surogatul" de imachining, adica frezarea cu strategie torchoidala la intrarea initiala in material
si la modul general nu am urmarit neaparat sa maresc viteza de prelucrare ci sa protejez cat mai mult frezele
ca sa frezez un pocket de 15mm sa zicem, cu freza de 3mm si DOC de 0.5mm... inseamna ca am 30 de treceri pe adancime in care doar primii 0.5mm ai frezei se uzeaza
daca bag freza cu DOC de 7.5mm raman doar la 2 treceri si e clar ca uzura e de 15x mai mica (la acelasi step) si distribuita pe toti cei 7.5mm ai frezei
insa pasul ar fi mai mic, undeva la 10-15% din diametrul frezei, comparativ cu 40-50% sau cat bagi ptr DOC-ul de 0.5mm
adica are cam de 3x mai multe treceri rezultand uzura de aprox 5x mai mica si daca am considera aceeasi viteza de feed ar trebui si timpii sa fie tot cam de atatea ori mai mici
mai sus nu e nimic calculat in detaliu, doar asa, orientativ
posibil ca anumite valori sa nu reflecte cazurile concrete
per ansamblu insa nu cred ca am gresit cu ceva dar daca am pierdut ceva din vedere va rog sa ma corectati
abia am baut prima cafea... :drinks:
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#149
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 16 December 2013 - 05:53 PM
Shubi, la 15 December 2013 - 11:59 PM, a spus:
Dupa cate am vazut eu si daca am vazut bine, ati cam dat dublu pe el.
Serios ? Eu am luat asta : http://www.alibaba.c...pindle_for.html
La pretul de baza mai pui transport , asigurare si taxe de transfer bancar ( ca nu accepta paypal ) .
Pe bay , Keling vindea ( ca acu' nu mai are ) unul la vreo 2500 ... plus taxe si transport .
La 1500 nu cred ca gasesti asa ceva ... nici daca achizitionezi en-gros ... Daca reusesti tu , esti mare ...inseamna
ca esti un tip mai inteligent decat mine , ceea ce e un lucru bun , si pentru asta te respect .
Toolholdere ? Cred ca adunat vreo 50 ...pana acum ... nici unul chinezesc , doar Regofix , Kennametal , Valenite , Lyndex-Nikken .
Piulite cu rulmenti ,pensete elvetiene ( regofix ) ...
Sebba , pana nu pui un filmulet care sa demonstreze clar ca strategia Imachining scurteaza cu cel putin 30% timpii de prelucrare ,
eu nu renunt la stilul meu de lucru ... Insa daca e adevarat , eu promit solemn aici , in fata tuturor , ca ma apuc de invatat SolidCam si
modulul de Imachining . Sunt suficient de inteligent sa recunosc o chestie desteapta , si nu mi-e rusine sa invat de la cei mai destepti
decat mine ...
Sper ca nimeni n-o sa ia postarea asta decat la modul cel mai corect posibil ... Eu cred ca asa e normal , sa acceptam o provocare si
sa incercam sa invatam ... Nu e un pissing contest , e un mod inteligent de a invata si de a avansa .
cheers.
#150
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 16 December 2013 - 06:28 PM
o sa fac cumva si fac si testul de viteza ca si ptr mine ar fi tot un test la faza cu viteza (de cand m-am facut aradean am lasat viteza pe locul 2 :D )
o sa vad in piesele care le mai am de frezat ptr Shubi daca gasesc 2 zone identice pe care sa le prelucrez diferit (traditional vs torchoidal, din SprutCAM)
iMachining-ul lui Solidcam inca nu ma risc sa-l bag in productie, am facut eu ceva teste pe el dar pana nu-l aprofundez mai bine nu ma risc cu el la comenzi "comerciale"
N-ar fi chiar un risc dar ar fi timp pierdut pe moment, sa-l instalez, sa-i configurez post-procesorul, sa-mi reamintesc ce si cum face... as sta prea mult pe el si din pacate acum nu prea pot sa aloc timp si ptr asta
voi face insa testul in Sprutcam, acolo am totul aranjat si lucrez mult mai repede
oricum, teoretic, iMachining-ul se zice ca e superior frezarii torchoidale din multe pruncte de vedere asa ca acest "contest" va fi unul doar de "optimi" :)
o sa vad in piesele care le mai am de frezat ptr Shubi daca gasesc 2 zone identice pe care sa le prelucrez diferit (traditional vs torchoidal, din SprutCAM)
iMachining-ul lui Solidcam inca nu ma risc sa-l bag in productie, am facut eu ceva teste pe el dar pana nu-l aprofundez mai bine nu ma risc cu el la comenzi "comerciale"
N-ar fi chiar un risc dar ar fi timp pierdut pe moment, sa-l instalez, sa-i configurez post-procesorul, sa-mi reamintesc ce si cum face... as sta prea mult pe el si din pacate acum nu prea pot sa aloc timp si ptr asta
voi face insa testul in Sprutcam, acolo am totul aranjat si lucrez mult mai repede
oricum, teoretic, iMachining-ul se zice ca e superior frezarii torchoidale din multe pruncte de vedere asa ca acest "contest" va fi unul doar de "optimi" :)
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
Arata acest topic










1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
