 Ajutor
Ajutor



http://www.cnc-dag50.it/component/option,c...nc,select/id,9/
e protejata indeajuns?
 levis
levis 

Postat 15 March 2009 - 10:19 PM

 bitex
bitex

Postat 16 March 2009 - 02:18 PM
Aceasta postare a fost editata de bitex: 16 March 2009 - 02:26 PM
THE_KOBRA

![]() Postat 16 March 2009 - 08:36 PM
Postat 16 March 2009 - 08:36 PM
 b0gdi, la Mar 15 2009, 12:44 AM, a spus:
b0gdi, la Mar 15 2009, 12:44 AM, a spus:
hellas
Postat 17 March 2009 - 02:23 PM
Aceasta postare a fost editata de hellas: 17 March 2009 - 02:31 PM
znecula

Postat 22 March 2009 - 08:24 AM
b0gdi
Postat 25 March 2009 - 01:11 PM

 blackwind
blackwind

Postat 25 March 2009 - 02:51 PM
b0gdi, la Mar 25 2009, 01:11 PM, a spus:
levis
Postat 25 March 2009 - 06:57 PM
levis
Postat 25 March 2009 - 07:04 PM


Aceasta postare a fost editata de levis: 25 March 2009 - 07:06 PM
blackwind
Postat 25 March 2009 - 07:36 PM
levis, la Mar 25 2009, 06:57 PM, a spus:
Aceasta postare a fost editata de blackwind: 25 March 2009 - 07:41 PM
levis
Postat 25 March 2009 - 08:32 PM
Aceasta postare a fost editata de levis: 25 March 2009 - 08:37 PM
blackwind
Postat 28 March 2009 - 05:06 PM
blackwind
Postat 04 April 2009 - 01:10 PM
blackwind
Postat 04 April 2009 - 05:29 PM
znecula, la Apr 4 2009, 02:36 PM, a spus:
Greuceanu
Postat 05 April 2009 - 04:35 PM




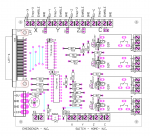
 vedere de jos
vedere de jos 
 levis
levis
Postat 05 April 2009 - 08:11 PM
levis
Postat 05 April 2009 - 10:18 PM
levis, la Apr 5 2009, 08:11 PM, a spus:
katran
Postat 05 April 2009 - 11:51 PM
Greuceanu, la Apr 5 2009, 05:35 PM, a spus:
Greuceanu
Postat 06 April 2009 - 07:25 AM
katran, la Apr 6 2009, 12:51 AM, a spus:
hellas
Postat 06 April 2009 - 11:19 AM
Aceasta postare a fost editata de hellas: 06 April 2009 - 11:29 AM
katran
Postat 06 April 2009 - 11:25 AM
Greuceanu, la Apr 6 2009, 08:25 AM, a spus:
Greuceanu
Postat 06 April 2009 - 01:14 PM
Aceasta postare a fost editata de Greuceanu: 06 April 2009 - 01:21 PM
Greuceanu
Postat 06 April 2009 - 01:33 PM
fanefane

Postat 06 April 2009 - 07:27 PM

 Greuceanu
Greuceanu
Postat 07 April 2009 - 09:49 AM











 Citare Multipla
Citare Multipla

{kind=link}