 Ajutor
Ajutor




Imi poate explica cineva, cum se foloseste un controler cnc, am vazut ca majoritatea au mufa pentru portul paralel?
Asta am gasit eu pe EBAY (CNC)
CNC (computer numerical control) masini cu comanda numerica
 Citare Multipla
Citare Multipla
#2470
 bogdanel
bogdanel 
- Incepator
-

- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 29 April 2008 - 03:02 PM
icra, la 29 Apr 2008, 10:05, a spus:
Imi poate explica cineva, cum se foloseste un controler cnc, am vazut ca majoritatea au mufa pentru portul paralel?
Asta am gasit eu pe EBAY (CNC)
Asta am gasit eu pe EBAY (CNC)
Pai se foloseste ca interfata intre PC si motoare. Astea de le folosim noi sunt compatibile step/dir. Asta inseamna ca primesc date (impulsuri) de la PC, prin portul paraleu, si comanda motoare pas cu pas. Intr-alta ordine de idei, controlere sunt faine, dar probabil fiind fabricate cu TA8435 chinezesti, nu trec de 1A fara sa faca poc. S-ar parea ca acum pana si cipurile toshiba se fac pe vapor, nu numai tranzistorii :) Acum doua saptamani am vrut sa iau si eu o galeata de cipuri din china, n-am mai luat ca sunt contrafacute.

#2476
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 30 April 2008 - 01:12 AM
Nu ca l-as lauda(putin) dar pe ebay nu gasesti ceva asemanator ca putere si functiuni cu a lui Sofian la pret un asa de bun.
Aceasta postare a fost editata de vrajitoru: 30 April 2008 - 03:34 PM
#2477
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 30 April 2008 - 03:27 PM
Revin la o discutie mai veche legata de deplasarea rapida... Am mai pus candva una din secvente.
link 1
link 2
Sunt modele tot vechi, primele noastre "generatii". Studiam sunetul si vibratiile, problemele mecanice in general, pentru diferite setari. La cel cu bara incastrata la capete, barele se incovoiau daca puneam o masa de 2-3 kg pe carucior, plus aspectul exterior neplacut. La cel cu barele incastrate pe lungime totul era OK legat de rezistenta. O sa caut secvente cu viteze mai mari de deplasare in G01. Nefiind eu responsabil cu electonica, din soft puteam seta doar in limitele prestabilite. Si electronica aia nu merge cu step/dir sa pot folosi softul clasic si codul G. Variantele mai noi de mecanica arata mai bine. Sper sa si functioneze mai bine, tot in teste sunt. Mai am un filmulet in care am pus pe carucior cam 3 kg desi sarcina reala ar fi de cateva grame, adica un "pen" cu cerneala. Chiar si asa se deplaseaza prea repede si cerneala nu ajunge pe suport.
link 1
link 2
Sunt modele tot vechi, primele noastre "generatii". Studiam sunetul si vibratiile, problemele mecanice in general, pentru diferite setari. La cel cu bara incastrata la capete, barele se incovoiau daca puneam o masa de 2-3 kg pe carucior, plus aspectul exterior neplacut. La cel cu barele incastrate pe lungime totul era OK legat de rezistenta. O sa caut secvente cu viteze mai mari de deplasare in G01. Nefiind eu responsabil cu electonica, din soft puteam seta doar in limitele prestabilite. Si electronica aia nu merge cu step/dir sa pot folosi softul clasic si codul G. Variantele mai noi de mecanica arata mai bine. Sper sa si functioneze mai bine, tot in teste sunt. Mai am un filmulet in care am pus pe carucior cam 3 kg desi sarcina reala ar fi de cateva grame, adica un "pen" cu cerneala. Chiar si asa se deplaseaza prea repede si cerneala nu ajunge pe suport.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2478
bogdanel
- Incepator
-
- Grup: Members
- Postari: 30
- Inregistrat: 04-August 06
Postat 30 April 2008 - 05:41 PM
bitex, la 30 Apr 2008, 15:27, a spus:
Revin la o discutie mai veche legata de deplasarea rapida... Am mai pus candva una din secvente.
link 1
link 2
Sunt modele tot vechi, primele noastre "generatii". Studiam sunetul si vibratiile, problemele mecanice in general, pentru diferite setari. La cel cu bara incastrata la capete, barele se incovoiau daca puneam o masa de 2-3 kg pe carucior, plus aspectul exterior neplacut. La cel cu barele incastrate pe lungime totul era OK legat de rezistenta. O sa caut secvente cu viteze mai mari de deplasare in G01. Nefiind eu responsabil cu electonica, din soft puteam seta doar in limitele prestabilite. Si electronica aia nu merge cu step/dir sa pot folosi softul clasic si codul G. Variantele mai noi de mecanica arata mai bine. Sper sa si functioneze mai bine, tot in teste sunt. Mai am un filmulet in care am pus pe carucior cam 3 kg desi sarcina reala ar fi de cateva grame, adica un "pen" cu cerneala. Chiar si asa se deplaseaza prea repede si cerneala nu ajunge pe suport.
link 1
link 2
Sunt modele tot vechi, primele noastre "generatii". Studiam sunetul si vibratiile, problemele mecanice in general, pentru diferite setari. La cel cu bara incastrata la capete, barele se incovoiau daca puneam o masa de 2-3 kg pe carucior, plus aspectul exterior neplacut. La cel cu barele incastrate pe lungime totul era OK legat de rezistenta. O sa caut secvente cu viteze mai mari de deplasare in G01. Nefiind eu responsabil cu electonica, din soft puteam seta doar in limitele prestabilite. Si electronica aia nu merge cu step/dir sa pot folosi softul clasic si codul G. Variantele mai noi de mecanica arata mai bine. Sper sa si functioneze mai bine, tot in teste sunt. Mai am un filmulet in care am pus pe carucior cam 3 kg desi sarcina reala ar fi de cateva grame, adica un "pen" cu cerneala. Chiar si asa se deplaseaza prea repede si cerneala nu ajunge pe suport.
Se misca bine de tot scula. Daca ai ceva poze mai detaliate, nu ne-am supara sa le vedem si pe alea.
Legat de zgomot, pot sa spun mai multe, caci m-am lovit direct de problema asta. Vorba aia, as a rule of thumb, zgomotul produs de motoare, mai ales armonicile superioarioare sunt indicatii clare ale neadaptarii comenzii la motor. Vorbesc nu de parametrii triviali, gen curent maxim sau tensiune de alimentare. Vorbesc de forma de unda. Nu indraznesc sa critic pe nimeni, probabil ca cel ce face electronica este constient de aceste aspecte. Mai ales ca nu am vazut decat o singura comanda gandita impecabil, la care forma de unda a curentului de excitatie a fazelor era un semnal sinus (respectiv cosinus) plus o armonica a treia, cu amplitudinea reglabila. Asta era tot intr-un ploter, generatiile mitice 72XX, vezi HP7221. Si astea erau optimizate pentru viteza, avand maximul pe la 50cm/s.
Recunosc ca de aici m-am inspirat cu driverele mele in microstep. Practic, daca vrei ca microstepul sa fie efectiv, trebuie adaptata "constelatia" de vectori de comanda (in planul curentilor de comanda) pentru fiecare motor, pentru a obtine atat un unghi de microstep constant cat si o elasticitate electromecanica dM/dTheta constanta (s-ar putea sa nu fie termenul corect). Doar atunci nu face galagie si nu sare pasi. Pentru motoarele astrosyn nema23 pe care le-am folosit, forma de unda optimizata era aprope trapezoidala. Dar in vedere ca asta nu este la indemana oricui, unele firme vand motoare special concepute pentru microstep, si le recunosti dupa cuplul de "detent" foarte redus.
O alta solutie este cea folosita intensiv in aparatura de birou: amortizoarele de vibratii, care se monteaza direct pe arborele motorului . Astea sunt fie cu ulei, fie cu cuplaj elastic cu pierderi, fie gen ambreiaj. Daca vrei pun poze, ca am de toate tipurile.
Daca apuci, sunt curios sa vad urmatorul test cu masinile voastre: o linie la aproximativ 25 de grade, la viteza mica. Sa vad daca linia serpuieste, fiindca asta era metoda de calibrare a amplitudinii armonicii a treia la ploterele HP.
#2479
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 30 April 2008 - 11:39 PM
Am cativa Gb de poze dar nu incalzeste asta cu nimic. Oricum nu pot arata prea multe pana nu se termina ce-i important. Ca unele lucruri sunt importante, legate de partea de electronica si soft. Legat de mecanica, nu se poate reinventa apa calda. Am prins un contract la care lucreaza o echipa pentru soft care in ultimii 15 ani si-a facut pe deplin datoria pe plan mondial (fara glume), o echipa pentru partea electronica de care sunt mandru si apoi urmeaza boul cu mecanica, adica eu. Am fost agatat din intamplare din lipsa de alti musterii in zona...
Proiectare de la zero, de la prima virgulita pana la ultima liniuta, pana la ultimul reper executat pe meleaguri straine... Fiecare lucru care din ne/fericire apare acolo are rostul sau. Recunsoc ca legat de electronica sau soft nu am nici cea mai mica idee, ei mergand pe hpgl, eu fiind pasionat de masini unelte.
Voi face teste cu ce ai zis sau macar cu ce apuc... De regula mecanica e ultima care isi rezolva problemele, ca ceilalti au argumente mai inteligente sau macar mai greu de inteles de catre altii...
Vorbim si revin cu ce am discutat.
Proiectare de la zero, de la prima virgulita pana la ultima liniuta, pana la ultimul reper executat pe meleaguri straine... Fiecare lucru care din ne/fericire apare acolo are rostul sau. Recunsoc ca legat de electronica sau soft nu am nici cea mai mica idee, ei mergand pe hpgl, eu fiind pasionat de masini unelte.
Voi face teste cu ce ai zis sau macar cu ce apuc... De regula mecanica e ultima care isi rezolva problemele, ca ceilalti au argumente mai inteligente sau macar mai greu de inteles de catre altii...
Vorbim si revin cu ce am discutat.
Aceasta postare a fost editata de bitex: 01 May 2008 - 12:00 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2480
Motorel
- Incepator
-
- Grup: Members
- Postari: 39
- Inregistrat: 09-April 05
Postat 01 May 2008 - 06:25 AM
Cine vinde bara rectificata cu un canal longitudinal care sa faca tandem cu bucse cu bile deschise?Sau in loc de canal poate cu tesitura si eventual gauri?Stiti si un pret(in mare vorbind) pentru 20-25mm?Multumesc.
#2481
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 01 May 2008 - 06:57 AM
Exista bara gaurita transversal, pe o generatoare. Pasul il gasesti prin cataloage. Toate firmele de lineare vand si bara din asta. Uneori am gasit valorile: 75, 120 si 150mm.
Exista si suport pentru bara cu acelasi pas intre gauri sau negaurit.
Nu stiu pret pentru bara de 20-25, dar pentru 12mm este de pe la 25 euro/metru in sus (conteaza mult numarul gaurilor).
Exista si suport pentru bara cu acelasi pas intre gauri sau negaurit.
Nu stiu pret pentru bara de 20-25, dar pentru 12mm este de pe la 25 euro/metru in sus (conteaza mult numarul gaurilor).
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2483
Motorel
- Incepator
-
- Grup: Members
- Postari: 39
- Inregistrat: 09-April 05
Postat 02 May 2008 - 10:05 AM
Multumesc!Vad ca cei de la Cromsteel au ce-mi trebuie dar nu stiu daca-mi foloseste.Barele au 6m si cred ca voi pierde mult timp indreptand cu ciocanul la ele dupa excursia lor catre casa.Cargusul sau Fan-ul schimba marfa de cateva ori dintr-o masina in alta pana la destinatie.Apoi,nu stiu daca astia de la Cromsteel se complica la cantitati minime.
Cum se imbina profilele de aluminiu intre ele pentru mentinerea preciziei imbinarii si pentru asigurarea repetabilitatii imbinarii?Bolturi rectificate+suruburi,suruburi bolt?
Cum se imbina profilele de aluminiu intre ele pentru mentinerea preciziei imbinarii si pentru asigurarea repetabilitatii imbinarii?Bolturi rectificate+suruburi,suruburi bolt?
#2484
cres
- Senior
-
- Grup: Members
- Postari: 306
- Inregistrat: 09-May 06
Postat 02 May 2008 - 10:18 AM
eu am cumparat de la cromsteel si pe linga faptul ca pot sa ti le debiteze,le si impacheteaza bine.deasemenea am vb cu o tipa roxana de la livrari si a fost draguta si s-a uitat daca nu au capete.bineinteles ca aveau si mi-a taiat numai 4 m.au ajuns ft bine e drept ca barele erau de fi 30 si 25 si erau taiate la 1.5 m.incearca sa o cauti pe tipa
#2485
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 02 May 2008 - 01:13 PM
Motorel, la 2 May 2008, 10:05, a spus:
Cum se imbina profilele de aluminiu intre ele pentru mentinerea preciziei imbinarii si pentru asigurarea repetabilitatii imbinarii?Bolturi rectificate+suruburi,suruburi bolt?
Poti sa le imbini in mai multe feluri cu suruburi speciale sau cu coltare, vezi aici http://www.isel-cnc....dyn.HTML?profil
#2486
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 04 May 2008 - 02:55 AM
bitex, la 27 Apr 2008, 17:54, a spus:
Nici eu nu am vazut logica pana nu am venit cu 24 de fire de la motoare si senzori spre LPT (fara sa mai pun partea de motor de frezare si lumina) pe care nu le pot cositori muncitoreste de pinii conectorului DB25 si pentru care nu gasesc loc in nici un controler cumparat.
Asa e bine ?
Nu mi-a luat atasamentul http://www.rhcforum....tyle_emoticons/default/sad.gif(
http://www.suplivit.ro/izolat1.jpg
Aceasta postare a fost editata de vrajitoru: 04 May 2008 - 02:58 AM
#2487
misuradu
- Nou venit
-
- Grup: Members
- Postari: 9
- Inregistrat: 07-May 08
Postat 07 May 2008 - 09:26 PM
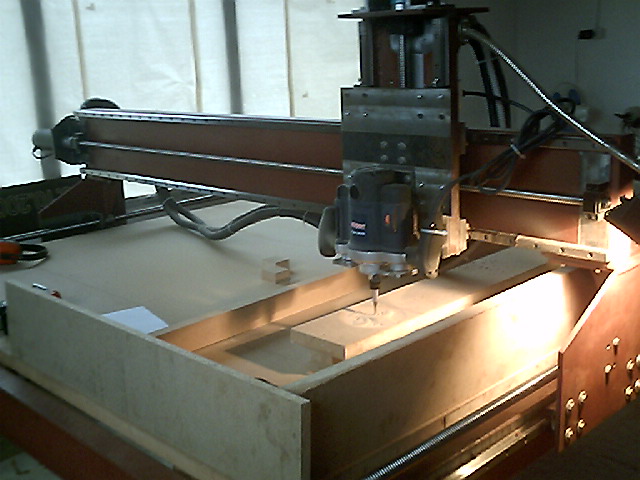
v-am urmarit o perioada pe forum si m-am hotarat sa-mi fac o freza cu portal cu CNC. cam asa arata si cam asa ceva poata sa faca (vezi foto). daca este interesat cineva de solutiile tehnice adoptate sau are alte intrebari, sa nu ezite, sa interbe
Imagini atasate



#2494
misuradu
- Nou venit
-
- Grup: Members
- Postari: 9
- Inregistrat: 07-May 08
Postat 07 May 2008 - 11:22 PM
dimensiunile batiului sunt 2700 x 2000 mm. o structura din lemn sau chiar aluminiu nu ar fi potrivita pentru inertia portalului la schimbari de sens la 8000 mm/min. portalul cantareste 180 Kg, iti dai seama...chiar daca la accelerare si decelerare ai avea o panta de 2 sec, fortele de inertie ar fi tot mari
#2495
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 07 May 2008 - 11:51 PM
Buna! Frumoasa realizare! Te deranjez si eu cu cateva intrebari...
Folosesti servomotoare?
Unde ai gasit freze mici cu coada groasa? Vad ca motorul de frezare e unul folosit in domeniu, banuiesc ca ai pensete doar de 8 si 6.
Mai concret, frezele le-ai gasit de cumparat sau le-ai facut singur? Daca le-ai cumparat poti spune de unde?
Modelele din poze le-ai facut singur? In ce soft? Sau cu ce softuri?
Multam fain anticipat.
Si spor la treaba!
LE. In a doua poza observ pe Y un MPP. Sper ca am vazut bine. Presupun ca folosesti motoare pas cu pas?
Folosesti servomotoare?
Unde ai gasit freze mici cu coada groasa? Vad ca motorul de frezare e unul folosit in domeniu, banuiesc ca ai pensete doar de 8 si 6.
Mai concret, frezele le-ai gasit de cumparat sau le-ai facut singur? Daca le-ai cumparat poti spune de unde?
Modelele din poze le-ai facut singur? In ce soft? Sau cu ce softuri?
Multam fain anticipat.
Si spor la treaba!
LE. In a doua poza observ pe Y un MPP. Sper ca am vazut bine. Presupun ca folosesti motoare pas cu pas?
Aceasta postare a fost editata de bitex: 07 May 2008 - 11:53 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2497
hellas
- Junior
-
- Grup: Members
- Postari: 64
- Inregistrat: 20-July 07
Postat 08 May 2008 - 10:29 AM
Imi place mult constructia, precum si rezultatele obtinute cu ea. Nu pot spune decat FELICITARI! :)
Urmeaza si intrebarile :)
Ce suruburi ai folosit (diametru, pas)? Cate suruburi folosesti pe axa Y? Cate motoare folosesti pe axa Y? Ce ghidaje (sine) folosesti?
Salut
Banuiesc ca pentru generat gcodul folosesti Artcam.
Cat timp dureaza realizarea uneia dintre piesele din lemn pe care ni le ai prezentat?
La asa o "jucarie" nu te ai gandit si la un aspirator? (asa evitai paravanele alea din lemn)
Urmeaza si intrebarile :)
Ce suruburi ai folosit (diametru, pas)? Cate suruburi folosesti pe axa Y? Cate motoare folosesti pe axa Y? Ce ghidaje (sine) folosesti?
Salut
Banuiesc ca pentru generat gcodul folosesti Artcam.
Cat timp dureaza realizarea uneia dintre piesele din lemn pe care ni le ai prezentat?
La asa o "jucarie" nu te ai gandit si la un aspirator? (asa evitai paravanele alea din lemn)
Aceasta postare a fost editata de hellas: 08 May 2008 - 10:44 AM
#2498
misuradu
- Nou venit
-
- Grup: Members
- Postari: 9
- Inregistrat: 07-May 08
Postat 08 May 2008 - 01:15 PM
bitex, la 7 May 2008, 23:51, a spus:
Buna! Frumoasa realizare! Te deranjez si eu cu cateva intrebari...
Folosesti servomotoare?
Unde ai gasit freze mici cu coada groasa? Vad ca motorul de frezare e unul folosit in domeniu, banuiesc ca ai pensete doar de 8 si 6.
Mai concret, frezele le-ai gasit de cumparat sau le-ai facut singur? Daca le-ai cumparat poti spune de unde?
Modelele din poze le-ai facut singur? In ce soft? Sau cu ce softuri?
Multam fain anticipat.
Si spor la treaba!
LE. In a doua poza observ pe Y un MPP. Sper ca am vazut bine. Presupun ca folosesti motoare pas cu pas?
Folosesti servomotoare?
Unde ai gasit freze mici cu coada groasa? Vad ca motorul de frezare e unul folosit in domeniu, banuiesc ca ai pensete doar de 8 si 6.
Mai concret, frezele le-ai gasit de cumparat sau le-ai facut singur? Daca le-ai cumparat poti spune de unde?
Modelele din poze le-ai facut singur? In ce soft? Sau cu ce softuri?
Multam fain anticipat.
Si spor la treaba!
LE. In a doua poza observ pe Y un MPP. Sper ca am vazut bine. Presupun ca folosesti motoare pas cu pas?
folosesc servo de 20 A. 9 daN*m. sunt americane si costa cca. 200USD/buc
freze mici cu coada de 6, 8 si chiar 12 le cumpar din bacau de la TOTAL LEMN. am mai cumparat si de la alte firme din tara. am sa-ti scriu maine de la ce firme. o freza sferica de 3 costa cca. 60 lei iar una de 6 cca. 75 lei.
modelele le poti obtine in orice program care lucreaza cu solide (Rhino 3D, SolidWorks, s.a.), si le masinezi cu, de ex. SolidCam, sau MasterCam s.a.
de asemenea mai poti folosi, dar numai cu destinatii artistice si fara precizie dimensionala Vecrtic e un program f. fain si are si o biblioteca de modele. cauta Vectric pe net si ai sa te lamuresti. pentru 240 EURO poti cumpara de la Vectric programul Cut3D. daca ai o masina buna il amortizezi (programul) in 2 saptamani. poti cumpara modele gata proiectate tot de pe net
Arata acest topic










1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
