 Ajutor
Ajutor


cum pot construi un reductor fara jocuri (cu jocuri cat mai mici)? Adica vreau o precizie mai mare de jumate de minut la axul final.
mai pe romaneste vreau ca din pasul de 1 grad al unui MPP sa obtin o rotire a arborelui final al reductorului de 30 de secunde +-10%. daca va spun ca vreau si un cuplu de minim 150Nm, probabil o sa spuneti ca am inebunit... :lol:
Pagina 1 din 1
- Nu puteti crea un topic nou
 Raspuns nou
Raspuns nou
Reductor de precizie ... si forta pt un CNC neconventional
 Citare Multipla
Citare Multipla
#2
 pavcostel
pavcostel 

- Membru Fumator
-

- Grup: Members
- Postari: 1598
- Inregistrat: 01-October 04
- Gender:Male
- Location:Bucuresti
Postat 30 June 2005 - 11:12 PM
Daca nu esti limitat de spatiu, foloseste curea canelata si fulii calculate corespunzator. Daca spatiul este critic, e mai complicat. Precis nu stiu, dar la CNC s-au mai dat unele linkuri cu reductoare,parca. Oricum, in actionari industriale se folosesc pinioane danturate elicoidal, tocmai ptr a minimiza jocurile si a avea un cuplu rezonabil. Da unele date mai concrete, sunt colegi de forum care sunt precis in domeniu!
Dar ce motor folosesti? I-l poti comanda la 1 grad?sau e doar un exemplu...
Cu stima,
Costel
Dar ce motor folosesti? I-l poti comanda la 1 grad?sau e doar un exemplu...
Cu stima,
Costel
35 MHz, canal 60,62,78.
#3
Habarnam

- Incepator
-
- Grup: Members
- Postari: 27
- Inregistrat: 29-June 05
Postat 30 June 2005 - 11:53 PM
pai date mai concrete ar fi: vreau sa folosesc o topologie paralela de tip delta pentru pozitionarea sculei.
asa ca imi trebuie 3 cuple cilindrice motoare de o precizie cat mai mare. ca restul cuplelor din lantul cinematic pot fi rectificate ca sa aiba jocuri mici.
motorul l-am dat ca exemplu, dar pe majoritatea MPP scrie 100 step, 200 step... deci in jur de un grad-doua per pas. Daca il comand si halfstep, obtin precizie dubla. iar daca gasesc niste MPP care suporta microstep (si majoritatea suporta), pot junge chiar la o precizie de 20-30 de minute la axul motorului.
deci veriga slaba ramane, totusi, reductorul... trebuie sa reduc turatia de aprox 2-300 de ori.
asa ca imi trebuie 3 cuple cilindrice motoare de o precizie cat mai mare. ca restul cuplelor din lantul cinematic pot fi rectificate ca sa aiba jocuri mici.
motorul l-am dat ca exemplu, dar pe majoritatea MPP scrie 100 step, 200 step... deci in jur de un grad-doua per pas. Daca il comand si halfstep, obtin precizie dubla. iar daca gasesc niste MPP care suporta microstep (si majoritatea suporta), pot junge chiar la o precizie de 20-30 de minute la axul motorului.
deci veriga slaba ramane, totusi, reductorul... trebuie sa reduc turatia de aprox 2-300 de ori.
#4
dan_mitea

- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 01 July 2005 - 02:01 AM
Habarnam, la 30 Jun 2005, 22:19, a spus:
cum pot construi un reductor fara jocuri (cu jocuri cat mai mici)? Adica vreau o precizie mai mare de jumate de minut la axul final.
Orice soft cat de cat rasarit compenseaza jocurile......
#5
Habarnam
- Incepator
-
- Grup: Members
- Postari: 27
- Inregistrat: 29-June 05
Postat 01 July 2005 - 09:20 AM
sorry, dar nu tine varianta ta... Daca vreau precizie de aprox 20 uM si reductorul are joc intre 100 si 150 uM, nu pot corecta chestia asta din soft.
am facut si eu un mic calcul inainte de a pune intrebarea asta pe forum. nu am cum sa controlez chestia aia decat in bucla inchisa. si daca vreau sa pun un senzor (incremental) pe axul final al reductorului => 360grade a cate 60 de minute, si eu vreau precizie de jumate de minut => peste 40.000 de pozitii discrete per rotatie. eu nu stiu da existe senzori de rotatie cu mai mult de 5-8.000 de pozitii discrete sesizare pe rotatie.
Deci singura solutie este sa pun un senzor inainte de reductor, si sa fac un reductor cu jocuri cat mai mici. si oricum, luand in considerare topologia structurii, nu voi stii niciodata care dintre flancuri angreneaza, deci compensarile soft pica din start.
am facut si eu un mic calcul inainte de a pune intrebarea asta pe forum. nu am cum sa controlez chestia aia decat in bucla inchisa. si daca vreau sa pun un senzor (incremental) pe axul final al reductorului => 360grade a cate 60 de minute, si eu vreau precizie de jumate de minut => peste 40.000 de pozitii discrete per rotatie. eu nu stiu da existe senzori de rotatie cu mai mult de 5-8.000 de pozitii discrete sesizare pe rotatie.
Deci singura solutie este sa pun un senzor inainte de reductor, si sa fac un reductor cu jocuri cat mai mici. si oricum, luand in considerare topologia structurii, nu voi stii niciodata care dintre flancuri angreneaza, deci compensarile soft pica din start.
#6
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 01 July 2005 - 03:24 PM
Am vaga senzatie ca tine chestia aia a lui si sa-ti zic si de ce.
Daca poti masura acel joc de prin angrenaje sau transmisie in general, o poti declara in soft la rubrica potrivita si softul va compensa acel joc. Adica va trimite cateva impulsuri in plus cand schimba sensul de deplasare sau cand stie el ca-i cazul. Si o face bine. E drept ca pe orbeste, fara sa verifice nimic. Ideea e sa ai acelasi joc in toata transmisia, ca nu poti face setarea pe bucatele. Daca ai transmisie cu surub-piulita si e uzat surubul la un capat, jocul nu-i constant pe lungimea surubului. De regula SI din cauza asta se prefera piulita din bronz.
Am facut proba pe o mecanica de imprimanta cu reductor pe traseu si stiu ca se compenseaza bine din soft. Important e sa nimeresti valoarea si s-o actualizezi periodic.
Parerea mea sincera e ca mult mai bun e un CNC cu precizie de prelucrare de 0.1 mm decat nimic.
Ca daca e s-o iei dupa teorie singurul traductor bun e ala linear, langa scula de lucru... Asta nu se poate. Orice traductor de rotatie nu ia in calcul jocurile mecanismului de dupa el, adica a celui care transforma rotatia in translatie.
Si acum sa revin la ideea principala, important e sa faci CNC-ul, si sa ajungi la servomotoare. Ca apoi perfectionezi pana te saturi. Un encoder ieftin cu 200 pasi pe rotatie pus pe surub cu pas de 4 mm iti asigura in final 4/200 adica 0.02 mm precizie. Aproape ca n-ai cu ce o masura. Si aproape nu conteaza la lemn, plastic sau dimensiuni mari. Numai dilatarea termica a semifabricatului iti da socotelile peste cap.
O solutie buna ar fi sa pui un traductor cat mai aproape de elementul final si inlaturi o parte din jocurile din lantul cinematic. Ce ramane dupa, trebuie luat in seama. Dar nici asa nu e cazul... Propun sa nu plecam de la tot ce-i in teorie, ca nu mai ajungem la practica. Stiu profesori universitari care au in lucru de zeci de ani CNC-uri si tot spun ca nu au gasit cea mai buna solutie tehnica si inca proiecteaza, in moment ce altii habar nu au de notiunea de micrometru dar scot bani folosind ghidaje de sertare de mobilier... Ai prins ideea! Nu vreau s-o prinzi pe aia ca sunt adeptul impreciziei sau a lucrurilor prost facute!
Mai vorbim! Spor la treaba!
PS. Singurul reductor fara jocuri e ala armonic, daca iti da mana sa-l faci. Nu-i greu de facut, dar e inutil.
Alt PS. Ca dupa ce-ti consumi timpul banii si creierul cu solutia cea mai buna si perfecta vine Ghita si prinde scula cu coada lunga, regleaza avansul de nu se poate si-ti face muci piesa. Apoi da vina pe masina ca nu-i buna. Nu-ti spun ca am vazut scule cazute din portscula si rupte in matrite... Sa stii ca tot masina a fost de vina!
Daca poti masura acel joc de prin angrenaje sau transmisie in general, o poti declara in soft la rubrica potrivita si softul va compensa acel joc. Adica va trimite cateva impulsuri in plus cand schimba sensul de deplasare sau cand stie el ca-i cazul. Si o face bine. E drept ca pe orbeste, fara sa verifice nimic. Ideea e sa ai acelasi joc in toata transmisia, ca nu poti face setarea pe bucatele. Daca ai transmisie cu surub-piulita si e uzat surubul la un capat, jocul nu-i constant pe lungimea surubului. De regula SI din cauza asta se prefera piulita din bronz.
Am facut proba pe o mecanica de imprimanta cu reductor pe traseu si stiu ca se compenseaza bine din soft. Important e sa nimeresti valoarea si s-o actualizezi periodic.
Parerea mea sincera e ca mult mai bun e un CNC cu precizie de prelucrare de 0.1 mm decat nimic.
Ca daca e s-o iei dupa teorie singurul traductor bun e ala linear, langa scula de lucru... Asta nu se poate. Orice traductor de rotatie nu ia in calcul jocurile mecanismului de dupa el, adica a celui care transforma rotatia in translatie.
Si acum sa revin la ideea principala, important e sa faci CNC-ul, si sa ajungi la servomotoare. Ca apoi perfectionezi pana te saturi. Un encoder ieftin cu 200 pasi pe rotatie pus pe surub cu pas de 4 mm iti asigura in final 4/200 adica 0.02 mm precizie. Aproape ca n-ai cu ce o masura. Si aproape nu conteaza la lemn, plastic sau dimensiuni mari. Numai dilatarea termica a semifabricatului iti da socotelile peste cap.
O solutie buna ar fi sa pui un traductor cat mai aproape de elementul final si inlaturi o parte din jocurile din lantul cinematic. Ce ramane dupa, trebuie luat in seama. Dar nici asa nu e cazul... Propun sa nu plecam de la tot ce-i in teorie, ca nu mai ajungem la practica. Stiu profesori universitari care au in lucru de zeci de ani CNC-uri si tot spun ca nu au gasit cea mai buna solutie tehnica si inca proiecteaza, in moment ce altii habar nu au de notiunea de micrometru dar scot bani folosind ghidaje de sertare de mobilier... Ai prins ideea! Nu vreau s-o prinzi pe aia ca sunt adeptul impreciziei sau a lucrurilor prost facute!
Mai vorbim! Spor la treaba!
PS. Singurul reductor fara jocuri e ala armonic, daca iti da mana sa-l faci. Nu-i greu de facut, dar e inutil.
Alt PS. Ca dupa ce-ti consumi timpul banii si creierul cu solutia cea mai buna si perfecta vine Ghita si prinde scula cu coada lunga, regleaza avansul de nu se poate si-ti face muci piesa. Apoi da vina pe masina ca nu-i buna. Nu-ti spun ca am vazut scule cazute din portscula si rupte in matrite... Sa stii ca tot masina a fost de vina!
Aceasta postare a fost editata de bitex: 01 July 2005 - 03:28 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#7
pavcostel
- Membru Fumator
-
- Grup: Members
- Postari: 1598
- Inregistrat: 01-October 04
- Gender:Male
- Location:Bucuresti
Postat 01 July 2005 - 06:30 PM
Ca o usoara divagatie: in general in aplicatii industriale se folosesc encodere cuplate direct la organul in miscare. Asta tocmai pentru ca mai toate lucreaza in bucla inchisa si trebuie sa compenseze jocurile. De regula sunt encodere cu 1024 impulsuri pe rotatie, iar motoarele fac de la trei la sase rotatii pentru o rotatie a encoderului.(demultiplicare) Evident ca solutia ofera control destul de bun si erori acceptabile, dar nu intrebati despre capitolul viteza, consum si programare...
Cu stima,
Costel
Cu stima,
Costel
35 MHz, canal 60,62,78.
#8
domnu_doctor

- MEGA Membru
-
- Grup: Members
- Postari: 3218
- Inregistrat: 11-April 05
Postat 01 July 2005 - 07:05 PM
Habarnam, la 1 Jul 2005, 09:20, a spus:
sorry, dar nu tine varianta ta... Daca vreau precizie de aprox 20 uM si reductorul are joc intre 100 si 150 uM, nu pot corecta chestia asta din soft.
am facut si eu un mic calcul inainte de a pune intrebarea asta pe forum. nu am cum sa controlez chestia aia decat in bucla inchisa. si daca vreau sa pun un senzor (incremental) pe axul final al reductorului => 360grade a cate 60 de minute, si eu vreau precizie de jumate de minut => peste 40.000 de pozitii discrete per rotatie. eu nu stiu da existe senzori de rotatie cu mai mult de 5-8.000 de pozitii discrete sesizare pe rotatie.
Deci singura solutie este sa pun un senzor inainte de reductor, si sa fac un reductor cu jocuri cat mai mici. si oricum, luand in considerare topologia structurii, nu voi stii niciodata care dintre flancuri angreneaza, deci compensarile soft pica din start.
am facut si eu un mic calcul inainte de a pune intrebarea asta pe forum. nu am cum sa controlez chestia aia decat in bucla inchisa. si daca vreau sa pun un senzor (incremental) pe axul final al reductorului => 360grade a cate 60 de minute, si eu vreau precizie de jumate de minut => peste 40.000 de pozitii discrete per rotatie. eu nu stiu da existe senzori de rotatie cu mai mult de 5-8.000 de pozitii discrete sesizare pe rotatie.
Deci singura solutie este sa pun un senzor inainte de reductor, si sa fac un reductor cu jocuri cat mai mici. si oricum, luand in considerare topologia structurii, nu voi stii niciodata care dintre flancuri angreneaza, deci compensarile soft pica din start.
Mai de mult m-am cofruntat cu o situatie similara!
Daca jocurile raman la valori stabile iti sugerez o solutie pe care am aplicat-o eu:
Am asociat semnalului initial de pozitie un multiplicator liniar cu 2 sau 3 ordine de marime, adica de 100 sau 1000 de ori mai mult si pe ala l-am folosit ca semnal de control al pozitiei. Daca vrei precizie si mai mare, n-ai decat sa cresti ordinul multiplicatorului, da' nu cred ca e cazul!
Trebuie sa adaptezi bucla de control la noua situatie, evident! Da' merge!
Stima
40,665 MHz = Ch 50, FM, PPM, Legal
35,150 MHz = Ch 75, FM, PPM, Legal
27,145 MHz = Ch 19, AM, PPM, Legal
35,150 MHz = Ch 75, FM, PPM, Legal
27,145 MHz = Ch 19, AM, PPM, Legal
#9
dan_mitea
- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 01 July 2005 - 07:13 PM
bitex, la 1 Jul 2005, 15:24, a spus:
Am vaga senzatie ca tine chestia aia a lui si sa-ti zic si de ce.
Daca poti masura acel joc de prin angrenaje sau transmisie in general, o poti declara in soft la rubrica potrivita si softul va compensa acel joc. Adica va trimite cateva impulsuri in plus cand schimba sensul de deplasare sau cand stie el ca-i cazul. Si o face bine.
Daca poti masura acel joc de prin angrenaje sau transmisie in general, o poti declara in soft la rubrica potrivita si softul va compensa acel joc. Adica va trimite cateva impulsuri in plus cand schimba sensul de deplasare sau cand stie el ca-i cazul. Si o face bine.
Chiar mai simplu :lol: . Vorbim de o directie.
Mergi inapoi deci -10mm. Dai comanda sa zicem +20 mm. Masori cu un ceas comparator sa vezi cat s-a deplasat exact. Diferenta este jocul pe care il introduci in soft.
Mai verifici de cateva ori sa obtii precizia maxima.
Aceasta postare a fost editata de Se poate si asa ?: 01 July 2005 - 07:14 PM
#10
Habarnam
- Incepator
-
- Grup: Members
- Postari: 27
- Inregistrat: 29-June 05
Postat 01 July 2005 - 07:34 PM
cred ca nu m-am exprimat corect (sau clar). deci reformulez problemele:
prima problema:
compensari soft se pot face in momentul in care stii cand apare eroarea de pozitionare. de exemplu in cazul unui surub cu profil trapezoidal, la miscarea intr-o directie angreneaza o latura a filetului surubului cu conjugata lui de pe piulita. la schimbarea de directie, datorita jocurilor o parte a rotatiei nu se transforma in translatie, deoarece trebuie ca cealalta latura a filetului sa angreneze cu cealalta latura a filetului piulitei. si daca se cunoaste jocul, se poate calcula unghiul alfa care trebuie facut in plus la schimbarea de directie a miscarii. deci la fiecare schimbare de directie trebuie o compensare din soft. deci se cunoaste EXACT momentul cand este necesara compensarea.
dar pentru sistemul meu de pozitionare nu se cunoaste acest moment. deci nu am cum sa fac compensarea soft, din moment ce nu pot sa stiu CAND trebuie facuta.
a doua:
daca pun senzorul cu 1024 de impulsuri pe axul de iesire din reductor, il pun degeaba. nu imi ajung nr de impulsuri. daca il pun pe axul motorului sau pe una din rotile intermediare, iar il pun degeaba, pentru ca nu imi masoara si jocurile lantului cinematic care urmeaza dupa el.
a treia:
jocurile mecanismului care transforma rotatia in translatie sunt mult mai mici decat jocurile reductorului. este vorba doar despre cuple cilindrice, care pot fi rectificate usor si la precizii mari.
a patra:
vreau neaparat precizie de 20u. nu o voi folosi doar pt modelism, iar daca tot o fac, vreau s-o fac cum trebuie de la inceput.
a cincea:
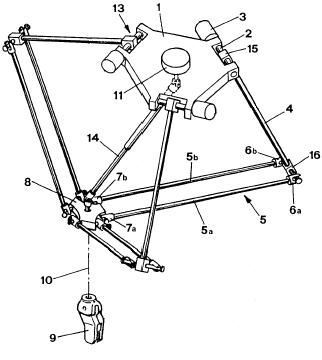
topologia este cea din figura, nu cea clasica.
prima problema:
compensari soft se pot face in momentul in care stii cand apare eroarea de pozitionare. de exemplu in cazul unui surub cu profil trapezoidal, la miscarea intr-o directie angreneaza o latura a filetului surubului cu conjugata lui de pe piulita. la schimbarea de directie, datorita jocurilor o parte a rotatiei nu se transforma in translatie, deoarece trebuie ca cealalta latura a filetului sa angreneze cu cealalta latura a filetului piulitei. si daca se cunoaste jocul, se poate calcula unghiul alfa care trebuie facut in plus la schimbarea de directie a miscarii. deci la fiecare schimbare de directie trebuie o compensare din soft. deci se cunoaste EXACT momentul cand este necesara compensarea.
dar pentru sistemul meu de pozitionare nu se cunoaste acest moment. deci nu am cum sa fac compensarea soft, din moment ce nu pot sa stiu CAND trebuie facuta.
a doua:
daca pun senzorul cu 1024 de impulsuri pe axul de iesire din reductor, il pun degeaba. nu imi ajung nr de impulsuri. daca il pun pe axul motorului sau pe una din rotile intermediare, iar il pun degeaba, pentru ca nu imi masoara si jocurile lantului cinematic care urmeaza dupa el.
a treia:
jocurile mecanismului care transforma rotatia in translatie sunt mult mai mici decat jocurile reductorului. este vorba doar despre cuple cilindrice, care pot fi rectificate usor si la precizii mari.
a patra:
vreau neaparat precizie de 20u. nu o voi folosi doar pt modelism, iar daca tot o fac, vreau s-o fac cum trebuie de la inceput.
a cincea:
topologia este cea din figura, nu cea clasica.
Imagini atasate
#11
domnu_doctor
- MEGA Membru
-
- Grup: Members
- Postari: 3218
- Inregistrat: 11-April 05
Postat 01 July 2005 - 07:34 PM
bitex, la 1 Jul 2005, 15:24, a spus:
PS. Singurul reductor fara jocuri e ala armonic, daca iti da mana sa-l faci. Nu-i greu de facut, dar e inutil.
Alt PS. Ca dupa ce-ti consumi timpul banii si creierul cu solutia cea mai buna si perfecta vine Ghita si prinde scula cu coada lunga, regleaza avansul de nu se poate si-ti face muci piesa. Apoi da vina pe masina ca nu-i buna. Nu-ti spun ca am vazut scule cazute din portscula si rupte in matrite... Sa stii ca tot masina a fost de vina!
Alt PS. Ca dupa ce-ti consumi timpul banii si creierul cu solutia cea mai buna si perfecta vine Ghita si prinde scula cu coada lunga, regleaza avansul de nu se poate si-ti face muci piesa. Apoi da vina pe masina ca nu-i buna. Nu-ti spun ca am vazut scule cazute din portscula si rupte in matrite... Sa stii ca tot masina a fost de vina!
A venit seara si iar incepi cu PS-urile! :lol:
Stima,
40,665 MHz = Ch 50, FM, PPM, Legal
35,150 MHz = Ch 75, FM, PPM, Legal
27,145 MHz = Ch 19, AM, PPM, Legal
35,150 MHz = Ch 75, FM, PPM, Legal
27,145 MHz = Ch 19, AM, PPM, Legal
#12
pavcostel
- Membru Fumator
-
- Grup: Members
- Postari: 1598
- Inregistrat: 01-October 04
- Gender:Male
- Location:Bucuresti
Postat 01 July 2005 - 07:44 PM
La problema a doua: (spun si eu, nu dau cu parul...sau toporul, ca Olaf!)
-nu e mai usor sa faci un reductor simplu la encoder? astfel ca la o rotatie a arborelui encoderul sa faca 4096 impulsuri? Industrial da rezultate, dar la tine? Oare se poate gestiona soft?
Oricum parerea mea este ca trebuie controlata partea mobila, jocurile vor aparea mereu si/sau vor fi neuniforme. Poate plictisesc, dar ca sa ai o repetitivitate buna, bucla inchisa este solutia.
Cu stima,
Costel
-nu e mai usor sa faci un reductor simplu la encoder? astfel ca la o rotatie a arborelui encoderul sa faca 4096 impulsuri? Industrial da rezultate, dar la tine? Oare se poate gestiona soft?
Oricum parerea mea este ca trebuie controlata partea mobila, jocurile vor aparea mereu si/sau vor fi neuniforme. Poate plictisesc, dar ca sa ai o repetitivitate buna, bucla inchisa este solutia.
Cu stima,
Costel
35 MHz, canal 60,62,78.
#13
Habarnam
- Incepator
-
- Grup: Members
- Postari: 27
- Inregistrat: 29-June 05
Postat 01 July 2005 - 08:28 PM
pai nu tot reductor de precizie imi trebuie? intr-adevar transmite o forta muuuult mai mica, dar trebuie sa aiba o precizie fff mare.
gestionarea soft se poate face destul de usor. uita-te la poza, si o sa vezi de ce nu-mi fac probleme referitor la martea mobila. bucla o inchid la nivel de reductor.
gestionarea soft se poate face destul de usor. uita-te la poza, si o sa vezi de ce nu-mi fac probleme referitor la martea mobila. bucla o inchid la nivel de reductor.
#14
dan_mitea
- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 02 July 2005 - 12:48 AM
Daca am inteles bine ai avea nevoie de o multiplicare cu 4 a turatiei encoderului. Fortele fiind mici spre zero. Ai nevoie doar de o treapta de multiplicare.
Pentru jocuri nule iti propun sistemul de la condensatoarele variabile modelul vechi si bine facut. Ma refer la cele cu doua roti dintate ce sunt stranse cu un arc pentru a prelua jocul. Am fost cam neclar....dar intelegi tu.
Daca la condensatoare se folosesc doar sectoare de roti tu poti folosi doua roti complete puse pe acelasi ax si tensionate intre ele cu ...sa zicem 3 resorturi.
Pentru jocuri nule iti propun sistemul de la condensatoarele variabile modelul vechi si bine facut. Ma refer la cele cu doua roti dintate ce sunt stranse cu un arc pentru a prelua jocul. Am fost cam neclar....dar intelegi tu.
Daca la condensatoare se folosesc doar sectoare de roti tu poti folosi doua roti complete puse pe acelasi ax si tensionate intre ele cu ...sa zicem 3 resorturi.
#16
Habarnam
- Incepator
-
- Grup: Members
- Postari: 27
- Inregistrat: 29-June 05
Postat 02 July 2005 - 11:51 AM
pai asa si vreau sa fac. dar imi trebuie in total vreo 40.000 de impulsuri. deci encoder cu 1000 si multiplicator de 10 ori.
unde pot gasi encodere ieftine?
p.s. cum arata un reductor armonic? :lol:
unde pot gasi encodere ieftine?
p.s. cum arata un reductor armonic? :lol:
Aceasta postare a fost editata de Habarnam: 03 July 2005 - 11:06 AM
#17
Omu
- Membru
-
- Grup: Members
- Postari: 157
- Inregistrat: 16-April 04
Postat 03 July 2005 - 01:34 PM
Sa inteleg ca vrei sa ai 40.000 de impulsuri la o rotatie completa a surubului, pai la un pas de 3mm o sa ai un impuls la fiecare 0.000075mm. Nu stiu, cred ca vrei cam mult de la o masina hobby. Cele mai performante masini hobby pe care le-am vazut pe net folosesc encodere de 1000 linii folosite in mod quadro, 4000 impulsuri pe rotatie, un impuls la fiecare 0.00075mm pentru pas de 3mm, altfel ajungem din nou la variatiile de temperatura care anuleaza toata precizia noastra, temperatura exterioara, temperatura ghidajelor, a suruburilor, a suportului port-scula etc.
#18
Habarnam
- Incepator
-
- Grup: Members
- Postari: 27
- Inregistrat: 29-June 05
Postat 04 July 2005 - 12:19 AM
deci, dupa cum am mai spus NU VREAU SA FOLOSESC SURUBURI!!!!!!
este vorba despre alt tip de mecanism. de aceea vreau precizie mare la reductor.
p.s. intrebarea persista: unde gasesc senzori de rotatie cu 1000 di impulsuri/tura?
este vorba despre alt tip de mecanism. de aceea vreau precizie mare la reductor.
p.s. intrebarea persista: unde gasesc senzori de rotatie cu 1000 di impulsuri/tura?
#20
Omu
- Membru
-
- Grup: Members
- Postari: 157
- Inregistrat: 16-April 04
Postat 04 July 2005 - 07:58 AM
Exista o firma si in Ro, au encodere din astea la 250-300
EURO bucata!!!!!!!!!!, cand am primit oferta de la ei am ramas masca, ma asteptam si eu la un 50-100E pe bucata. Din pacate am sters e-mail-ul de la ei, era ceva cu Digital Systems sau ceva asemanator.
EURO bucata!!!!!!!!!!, cand am primit oferta de la ei am ramas masca, ma asteptam si eu la un 50-100E pe bucata. Din pacate am sters e-mail-ul de la ei, era ceva cu Digital Systems sau ceva asemanator.
#21
GIGEL09
- Incepator
-
- Grup: Members
- Postari: 17
- Inregistrat: 16-March 04
Postat 04 July 2005 - 11:25 AM
Salut,
Se poate folosi pentru multiplicarea semnalului de la encoder si o bucla PLL (singura problema este ca motorul trebuie comandat in regim de micropasire) , cauta pe net documentatia aferenta circuitelor integrate 74LS297 , 74HC297 si L6208.
Se poate folosi pentru multiplicarea semnalului de la encoder si o bucla PLL (singura problema este ca motorul trebuie comandat in regim de micropasire) , cauta pe net documentatia aferenta circuitelor integrate 74LS297 , 74HC297 si L6208.
#22
S62i
- Senior
-
- Grup: Members
- Postari: 280
- Inregistrat: 24-May 02
- Gender:Male
- Location:BUCURESTI
Postat 04 July 2005 - 11:38 AM
Encoderii pe care-i poti gasi sunt de doua feluri :
1.absoluti cu 4096 puncte discretizate cu iesire direct digitala .
2.reletivi cu pana la 10000 puncte .Aici ai de fapt doua sectoare incrementale defazate fizic la 90 grade si daca se foloseste tehnica sesizatii tranzactiei pe front se poate obtine o rezolutie de 40000 de puncte si sesizarea directiei de rotire.Iesirea are de obicei trei semnale :doua corespunzatoare celor doua piste incrementale defazate la 90 grade si una care da un impuls la o tura ptr corectia erorilor la multe ture parcurse .Iesirile sunt atat cu semnalul "pozitiv" cat si cu cel "negat".
Preturi cauti pe la Telemecanique= www.telemecanique.com, Allen Bradley= www.ab.com
Sistemul de reductoare ptr masinile unelte de genul acesta sunt cu surub cilindric si cu bile de compensare a jocurilor .
Mai verifica si pe la subiectul cu CNC :http://www.rhc.ro/forumrhc2/index.php?act=ST&f=8&t=1389&st=1140&#entry65066
1.absoluti cu 4096 puncte discretizate cu iesire direct digitala .
2.reletivi cu pana la 10000 puncte .Aici ai de fapt doua sectoare incrementale defazate fizic la 90 grade si daca se foloseste tehnica sesizatii tranzactiei pe front se poate obtine o rezolutie de 40000 de puncte si sesizarea directiei de rotire.Iesirea are de obicei trei semnale :doua corespunzatoare celor doua piste incrementale defazate la 90 grade si una care da un impuls la o tura ptr corectia erorilor la multe ture parcurse .Iesirile sunt atat cu semnalul "pozitiv" cat si cu cel "negat".
Preturi cauti pe la Telemecanique= www.telemecanique.com, Allen Bradley= www.ab.com
Sistemul de reductoare ptr masinile unelte de genul acesta sunt cu surub cilindric si cu bile de compensare a jocurilor .
Mai verifica si pe la subiectul cu CNC :http://www.rhc.ro/forumrhc2/index.php?act=ST&f=8&t=1389&st=1140&#entry65066
Aceasta postare a fost editata de S62: 04 July 2005 - 10:21 PM
Iulian
Arata acest topic










Pagina 1 din 1
- Nu puteti crea un topic nou
- Raspuns nou
1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
