 Ajutor
Ajutor



Aceasta postare a fost editata de bitex: 24 January 2004 - 09:39 PM
CNC (computer numerical control) masini cu comanda numerica
#429
 bitex
bitex 
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 24 January 2004 - 09:35 PM
Nici una. Doar ca servomotoarele sunt executate mai ingrijit si au performante ceva mai bune. Nu poti spune ca iese un servomotor bun dintr-un motor de la o jucarie chinezeasca la 4,5V. Si servomotoarele au de foarte multe ori un reductor executat precis. Dar multe motoare de CC au acest reductor. Si daca umbli la fineturi ajungi la inertie mica a rotorului... bla, bla, bla.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
 Citare Multipla
Citare Multipla
#430
Skyspy

- MEGA Membru
-

- Grup: Members
- Postari: 1501
- Inregistrat: 02-December 02
Postat 24 January 2004 - 10:23 PM
@ expo
Am lucrat pe o instalatie din asta.No chance lucreaza la 1500bari.In jetul de apa se mai adauga si
nisip fin pt a-i creste eficienta.
Am lucrat pe o instalatie din asta.No chance lucreaza la 1500bari.In jetul de apa se mai adauga si
nisip fin pt a-i creste eficienta.
A dracului dom-le cum se extinde si poluarea asta.
Deunazi desfac o conserva de sardine inauntru plin de ulei si pesti morti.
Deunazi desfac o conserva de sardine inauntru plin de ulei si pesti morti.
#431
dan_mitea

- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 25 January 2004 - 01:57 AM
@ Dodu.
- Prima placa este identica cu cea de pe Otocup. Acum ca merge voi modifica cabblajul. Sa pot pune alti conectori, rezistentele de 1 ohm culcate...pasarici. Jumperii sunt asa : cel de la oscilator in pozitia int sync (este marcat pe cablaj). Celalalt cred ca este pentru a seta motorul sa lucreze sau nu in 1/2 pasi. Nu mi-a mers de cat cu jumperul inspre latura cea mai apropiata a cablajului. A iesit cam incalcit dar sper sa ma intelegi.
-incearca asa : importi in Kcam *.dxf in versiunea R12. Dai save G-Code file unde vrea el. Schimbi extensia in cnc si gata.
-Eu m-am chinuit mult cu Kcamul. Totul parea ok dar la port nu ajungea nimic. Cred ca placa mea de baza este prea noua. Dar asa cu TurboCNC si un pc vechi ete perfect...parerea mea.
- Prima placa este identica cu cea de pe Otocup. Acum ca merge voi modifica cabblajul. Sa pot pune alti conectori, rezistentele de 1 ohm culcate...pasarici. Jumperii sunt asa : cel de la oscilator in pozitia int sync (este marcat pe cablaj). Celalalt cred ca este pentru a seta motorul sa lucreze sau nu in 1/2 pasi. Nu mi-a mers de cat cu jumperul inspre latura cea mai apropiata a cablajului. A iesit cam incalcit dar sper sa ma intelegi.
-incearca asa : importi in Kcam *.dxf in versiunea R12. Dai save G-Code file unde vrea el. Schimbi extensia in cnc si gata.
-Eu m-am chinuit mult cu Kcamul. Totul parea ok dar la port nu ajungea nimic. Cred ca placa mea de baza este prea noua. Dar asa cu TurboCNC si un pc vechi ete perfect...parerea mea.
#432
KRI
- Membru
-
- Grup: Members
- Postari: 197
- Inregistrat: 04-February 03
- Gender:Male
Postat 25 January 2004 - 02:16 AM
bitex, la 24 Jan 2004, 00:11, a spus:
Nu cumva faceti o confuzie cu legea de miscare trapezoidala? Adica sa aiba o perioada de accelerare, palier si frânare?..."functia frecventa fata de timp".
Eu personal nu am facut acesta confuzie pentru ca chiar la legea de miscara ma refeream, care la MPP-uri este direct legata de frecventa cu care "schimb" bobinele alimentate, cit despre semnalul 0-1 cu forma de trapez sunt perfect deacord cu tine.
Iar despre bucshi mai bine mi le vinzi mie ca le pun in opera mai la primavara deci ai putea sa le vezi chiar mai repede functionind :D :D :D
#433
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 25 January 2004 - 04:32 PM
Inseamna ce am inteles eu ca cucu'... Eu vorbeam doar despre forma semnalului ca legea de miscare nu cred ca o pot stabili la softurile astea. Dar e asa cum spui. Doar ca eu cum am terminat mecanica am folosit putin termenul "functie". Daca-i trapezoidala sau de alt tip precis e stabilita soft si gata. E incâlcita treaba. Am incercat pentru doua motoare si tare greu a fost sa fac asta in program pentru varianta pin la pin (corespondenta directa a fazelor cu pinii LPT-lui). Poate pentru varianta step/dir sa fie mai usor, dar nici acolo nu cred. Chiar as vrea sa vad cine poate face ceva la capitolul asta si eventual cum face. De altfel nici la forma semnalului nu pot face mare lucru.
Privind bucsele le-am adus acum 2-3 ani dintr-o excursie si am uitat ca le am. Nici nu-i de mirare. Mai vad ce si cum, dar nu promit nimic inca.
Privind bucsele le-am adus acum 2-3 ani dintr-o excursie si am uitat ca le am. Nici nu-i de mirare. Mai vad ce si cum, dar nu promit nimic inca.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#434
Dodu
- Junior
-
- Grup: Members
- Postari: 50
- Inregistrat: 06-October 03
Postat 25 January 2004 - 08:23 PM
Salut!
Am reusit sa pornim motoarele !
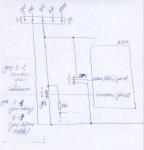
Schema cu configuratia bobinelor este mai jos
Valorile valabile sint notate cu pixul.
Motoarele sint unipolare dar pot fi comandate si ca
bipolare!!??
Nu a mai fost nevoie de osciloscop pentru ca
s-a depistat defectul (un condesator ars) pe placa pe care faceam
noi probe, daca incercam pe celelalte 3 ar fi functionat.
Eu m-a refeream la jumperii de pe placa cu suportul
paralel dar nui nimic ca pina la urma am reusit, apropo
poate am inteles gresit desi nu cred dar jumperul de care spui tu ca e
pentru 1/2 pasi nu ar fi pentru asta.
Schena e realizata sa faca 1/2 pasi permanent, dar se poate monta un jumper
pe undeva pentru pas intreg!!! Dati si voi o parere.
Se poate si asa? cum de se incalzesc motoarele tale ca ale mele sint reci
si spune-mi te rog au ceva cuplu? Multumesc ca m-ai descurcat cu TurboCNC-ul
Am reusit sa pornim motoarele !
Schema cu configuratia bobinelor este mai jos
Valorile valabile sint notate cu pixul.
Motoarele sint unipolare dar pot fi comandate si ca
bipolare!!??
Nu a mai fost nevoie de osciloscop pentru ca
s-a depistat defectul (un condesator ars) pe placa pe care faceam
noi probe, daca incercam pe celelalte 3 ar fi functionat.
Eu m-a refeream la jumperii de pe placa cu suportul
paralel dar nui nimic ca pina la urma am reusit, apropo
poate am inteles gresit desi nu cred dar jumperul de care spui tu ca e
pentru 1/2 pasi nu ar fi pentru asta.
Schena e realizata sa faca 1/2 pasi permanent, dar se poate monta un jumper
pe undeva pentru pas intreg!!! Dati si voi o parere.
Se poate si asa? cum de se incalzesc motoarele tale ca ale mele sint reci
si spune-mi te rog au ceva cuplu? Multumesc ca m-ai descurcat cu TurboCNC-ul
Thumbnail atasat

#435
dan_mitea
- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 26 January 2004 - 03:31 AM
@ Dodu. Bine ca a mers. Despre jumper am spus "cred ca..." Nu stiu pentru ce este si am presupus ca pentru asta. Dar m-ai facut curios si am sa caut. N-am avut timp sa vad ce-i cu motoarele. Am reproiectat cablajul toata ziua si m-am chinuit sa fac ceva elegant. Mai bine desenam direct in Autocad. Forta bruta si gata. Cred ca este de la tensiunea de referinta.
Parca ar avea ceva cuplu.
Imi pare rau ca nu am inteles care jumperi :D Pe cealalta am unul singur si este pus. Piciorusul 19 si 1 sunt legate la o poarta si. Semnalul de la portul paralel trece la iesire daca amandoi pinii sunt in 0.Cand jumperul este pus asta face. Altii nu am.
Parca ar avea ceva cuplu.
Imi pare rau ca nu am inteles care jumperi :D Pe cealalta am unul singur si este pus. Piciorusul 19 si 1 sunt legate la o poarta si. Semnalul de la portul paralel trece la iesire daca amandoi pinii sunt in 0.Cand jumperul este pus asta face. Altii nu am.
#436
dan_mitea
- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 26 January 2004 - 03:57 AM
Hai ca aproape m-am lamurit.
Pinul 19 stabileste daca lucreaza Full sau Half.
Pinul 11 numit control are jumperul nostru. In foaia de catalog spune "Control input that defines action of chopper.
When low chopper acts on INH1 and INH2; when high chopper acts on phase lines
ABCD." Sincer nu prea imi este clar dar poate ne lamuresc ceilalti.
Daca tot sunt la cablaj am sa pun un jumper si la pinul 19 sa vad ce si cum.
Pinul 19 stabileste daca lucreaza Full sau Half.
Pinul 11 numit control are jumperul nostru. In foaia de catalog spune "Control input that defines action of chopper.
When low chopper acts on INH1 and INH2; when high chopper acts on phase lines
ABCD." Sincer nu prea imi este clar dar poate ne lamuresc ceilalti.
Daca tot sunt la cablaj am sa pun un jumper si la pinul 19 sa vad ce si cum.
#437
Dodu
- Junior
-
- Grup: Members
- Postari: 50
- Inregistrat: 06-October 03
Postat 26 January 2004 - 05:07 PM
Cine m-a ajutat stie sigur unde trebuie pus, dar simbata seara am terminat tirziu de pornit motoarele si nu a mai fost timp de jumperi 1/2 pasi, chiar mi-a spus si unde trebuie pusi. Daca e urgenta m-a duc s-a intreb ca eu nu am vazut exact.
#438
KRI
- Membru
-
- Grup: Members
- Postari: 197
- Inregistrat: 04-February 03
- Gender:Male
Postat 26 January 2004 - 11:52 PM
@se poate si asa, pinul 11 nu se refera cumva la controlul MPP-ului unipolar, dar acel (also called ”two-phase-on” drive) vezi pag 5/11 din doc lui L297 de la SGS?
Cel putin eu asta am inteles din toata explicatia lor
Cel putin eu asta am inteles din toata explicatia lor
Aceasta postare a fost editata de KRI: 26 January 2004 - 11:54 PM
#441
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 27 January 2004 - 02:13 PM
Daca te incadrezi cu tensiunea de functionare a motorului sub 100V cred ca e mai buna varianta cu 20A. De mult ori motoarele consuma... Dar posibil sa fie suficienti si 10A, daca motorul nu aer nevoie de mai mult, nici macar in sarcina. Depinde de motor si de regimul in care functioneaza. Parerea mea...
PS Interesant site-ul. Si chiar se intelege ceva.
PS Interesant site-ul. Si chiar se intelege ceva.
Aceasta postare a fost editata de bitex: 27 January 2004 - 07:54 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#443
Machspeed
- Membru
-
- Grup: Members
- Postari: 105
- Inregistrat: 03-May 02
Postat 27 January 2004 - 07:33 PM
Am avut timp sa ma documentez si am aflat. La servomotoare treaba-i in felul urmator:
- puterea e data per 1 amper. Adica, cu citi mai multi amperi, cu atit mai multa putere.
- Viteza creste cu voltii, mentinind puterea in functie de citi amperi ai setat. De regula se misca in plaja 1500-4000 rpm.
- puterea e data per 1 amper. Adica, cu citi mai multi amperi, cu atit mai multa putere.
- Viteza creste cu voltii, mentinind puterea in functie de citi amperi ai setat. De regula se misca in plaja 1500-4000 rpm.
#444
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 27 January 2004 - 07:52 PM
Posibil sa fie asa. Nu am cautat nimic despre asta. Stiu ca uneori pe motoare sunt trecute cam toate caracteristicile, alteori se pot calcula. De exemplu am un motor pe care scrie doar 24V 400W. Presupun ca amperajul este cam 400/24. Nu stiu cum e faza cu randamentul si pierderile, de aceea consider ca am ceva la 24V si 20A. Produsul ar putea fi cam 400W. Sau am altul pe care scrie 18V 4,1A si presupun ca puterea va fi cam 70W. Nu au reductoare. Nu stiam ca puterea este raportata la 1A. Am sa caut si eu documentatie.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#445
dgfx
- Incepator
-
- Grup: Members
- Postari: 12
- Inregistrat: 22-January 04
Postat 28 January 2004 - 07:06 PM
Sa va uitati putin la
http://www.electronics-lab.com/projects/pc.../008/index.html
Vitacom-u' are UCN5804B la 331.933 lei ftva
http://www.electronics-lab.com/projects/pc.../008/index.html
Vitacom-u' are UCN5804B la 331.933 lei ftva
#446
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 28 January 2004 - 08:06 PM
Ne-am cam uitat si ne-am cam saturat. De vazut am tot vazut; suntem la faza cu facutul. E una din variantele bune de montaj. Tot la un milion ajungi cu piesele.
Aceasta postare a fost editata de bitex: 28 January 2004 - 08:07 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#448
expo

- Membru
-
- Grup: Members
- Postari: 231
- Inregistrat: 12-October 03
Postat 03 February 2004 - 11:22 PM
de acord! numai ca tipul chiar spune: Ebay is a Must...
(unless you are rich!). si avind in vedere ce pretzuri am vazut acolo as putea adauga pt. Ro: "vechiturile si improvizatziile sint necesare" (asta daca nu sintetzi bogatzi - si atunci cumparatzi-va un CNC gata facut, s-ar putea sa fie mai ieftin). oricum prezentarea e super.
am vazut pe acolo ghidaje liniare, suruburi cu bile, profile Bosch Rexroth, etc. asta pe linga freza, micrometre, etc. :)
(unless you are rich!). si avind in vedere ce pretzuri am vazut acolo as putea adauga pt. Ro: "vechiturile si improvizatziile sint necesare" (asta daca nu sintetzi bogatzi - si atunci cumparatzi-va un CNC gata facut, s-ar putea sa fie mai ieftin). oricum prezentarea e super.
am vazut pe acolo ghidaje liniare, suruburi cu bile, profile Bosch Rexroth, etc. asta pe linga freza, micrometre, etc. :)
expo (Gabi)
#449
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 03 February 2004 - 11:29 PM
Interesanta realizare.
Era sa zic si eu ca desteptul: "Pai la ce scule avea ala in atelier nu stiu la ce-i mai trebuia CNC..."
Nici alea industriale nu-s facute asa complicat. Parerea mea e ca aceleasi rezultate se pot obtine si mult mai simplu. Degeaba fixezi ghidaje perfecte pe batiu din aluminiu. Numai dilatarea termica (daca atelierul nu are temperatura constanta) iti introduce abateri mult mai mari decât precizia de prelucrare. Ce bine ca nu toata lumea are instrumente de masurare... Poate interesanta este partea cu servomotorul. Frumos si felicitari!
Era sa zic si eu ca desteptul: "Pai la ce scule avea ala in atelier nu stiu la ce-i mai trebuia CNC..."
Nici alea industriale nu-s facute asa complicat. Parerea mea e ca aceleasi rezultate se pot obtine si mult mai simplu. Degeaba fixezi ghidaje perfecte pe batiu din aluminiu. Numai dilatarea termica (daca atelierul nu are temperatura constanta) iti introduce abateri mult mai mari decât precizia de prelucrare. Ce bine ca nu toata lumea are instrumente de masurare... Poate interesanta este partea cu servomotorul. Frumos si felicitari!
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#450
dan_mitea
- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 04 February 2004 - 02:32 AM
Ideea este ca vrem sa facem noi. Daca am fi bogati si nu am vrea sa construim noi atunci am cumpara direct aeromodelul sau masina cu aburi si gata. Nici nu ar mai nevoie de CNC.
#451
Machspeed
- Membru
-
- Grup: Members
- Postari: 105
- Inregistrat: 03-May 02
Postat 04 February 2004 - 09:35 AM
N-am prea inteles cum face paralelismul cailor de rulare. Adica m-am prins ca ar face cam asa: Seteaza una din cai ca "Master" in sensul ca o fixeaza bine de tot, de nu se misca. Celalta are un mic joc pe care il regleaza apoi prin stringerea suruburilor. Cam asta ar fi?
In ceea ce priveste dilatarea termica, sunt 2 chestii aici: nu stiu daca la dimensiunile pe care le are tipul acestea sunt asa de mari si in al doilea rind e totusi un hobby CNC. Pai s-avem noi erori de pozitionare datorate numai dilatarii termice si ne-am scos.
Sunt de-acord ca se poate face ceva mai simplu si mai ingenios, chiar si el spune odata ca e supraproiectat. Ideea e ca e bine sa ai un plan bun dinainte.
In sfirsit, m-am uitat si eu cit costa sistemul ala de control, Flashcut. Peste 3500$ nou, si nu stiu daca l-a luat de pe ebay si pe-asta. A dat ceva bani pe toata afacerea dar se putea scoate cu mult mai putin. Cel putin Flashcut-ul e compus practic din niste 3 Gecko driver-uri + sursa, totul intr-o cutie frumoasa. Daca ai cumpara chestiile astea separat, noi, iesi pe la 500$.
Si o intrebare: cum ii spui programului de control al operatiilor de prelucrare ca esti cu scula pe punctul 0,0,0? Adica faptul ca ai atinsc cu virsful sculei punctul de unde ti-ai facut tu calculul ca trebuie sa inceapa prelucrarea?
Ma indoiesc ca programul stie precis pozitionarea semifabricatului in spatiu (ar fi frumos sa ai niste senzori care sa spuna chestia asta) asa ca probabil aduce manual scula in punctul respectiv. Cum? Manivele n-are, deci tot cu programul ii da comenzi misca-te inainte usor pina ajunge aproape de zona respectiva. Si-apoi, ce face cu erorile de pozitionare daca face totul manual? Adica ok, aparatul are precizie de 0,005 mm/100mm dar el pune cutitul la 0,500 mm fata de pozitia pe care trebuia sa o aiba asa ca iese piesa prost, cu juma de mm mai departata fata de o suprafata de referinta.. Ei?!?
Cel mai frumos ar fi sa faci asa (cred):
1. Fixezi bine semifabricatul.
2. Montezi un palpator ceva (senzor optic) si-l scanezi rapid sa-i afli dimensiunile generale.
3. Bagi scula (ale carei dimenisuni le sti)
4. Te duci exact unde vrei fiindca acum ai o pozitionare spatiala determinata.
In ceea ce priveste dilatarea termica, sunt 2 chestii aici: nu stiu daca la dimensiunile pe care le are tipul acestea sunt asa de mari si in al doilea rind e totusi un hobby CNC. Pai s-avem noi erori de pozitionare datorate numai dilatarii termice si ne-am scos.
Sunt de-acord ca se poate face ceva mai simplu si mai ingenios, chiar si el spune odata ca e supraproiectat. Ideea e ca e bine sa ai un plan bun dinainte.
In sfirsit, m-am uitat si eu cit costa sistemul ala de control, Flashcut. Peste 3500$ nou, si nu stiu daca l-a luat de pe ebay si pe-asta. A dat ceva bani pe toata afacerea dar se putea scoate cu mult mai putin. Cel putin Flashcut-ul e compus practic din niste 3 Gecko driver-uri + sursa, totul intr-o cutie frumoasa. Daca ai cumpara chestiile astea separat, noi, iesi pe la 500$.
Si o intrebare: cum ii spui programului de control al operatiilor de prelucrare ca esti cu scula pe punctul 0,0,0? Adica faptul ca ai atinsc cu virsful sculei punctul de unde ti-ai facut tu calculul ca trebuie sa inceapa prelucrarea?
Ma indoiesc ca programul stie precis pozitionarea semifabricatului in spatiu (ar fi frumos sa ai niste senzori care sa spuna chestia asta) asa ca probabil aduce manual scula in punctul respectiv. Cum? Manivele n-are, deci tot cu programul ii da comenzi misca-te inainte usor pina ajunge aproape de zona respectiva. Si-apoi, ce face cu erorile de pozitionare daca face totul manual? Adica ok, aparatul are precizie de 0,005 mm/100mm dar el pune cutitul la 0,500 mm fata de pozitia pe care trebuia sa o aiba asa ca iese piesa prost, cu juma de mm mai departata fata de o suprafata de referinta.. Ei?!?
Cel mai frumos ar fi sa faci asa (cred):
1. Fixezi bine semifabricatul.
2. Montezi un palpator ceva (senzor optic) si-l scanezi rapid sa-i afli dimensiunile generale.
3. Bagi scula (ale carei dimenisuni le sti)
4. Te duci exact unde vrei fiindca acum ai o pozitionare spatiala determinata.
Aceasta postare a fost editata de Machspeed: 04 February 2004 - 09:40 AM
#452
dan_mitea
- nick anterior:Se poate si asa
-
- Grup: Members
- Postari: 9331
- Inregistrat: 26-October 03
- Gender:Male
- Location:Laval, Canada
Postat 08 February 2004 - 02:38 AM
Am putut sa ma joc mai mult cu motoarele. Am obsevat ca daca reduc curentul ( din tensiunea de referinta) la valori mici apare un sunet de frecventa mare similar ca cele de la convertizoare. Ati intalnit asa ceva ? Face la fel pe toate axele. Cand curentul este normal totul este ok dar motoarele se incalzesc destul de tare. Il tii in mana dar destul de inconfortabil. Deci cam 60 grade zic eu.
In plus nu am reusit sa urc frecventa mai mult de 3 000 Hz fara sa pierd pasi. TurboCNC-ul spune ca pot urca pana la 24 000 Hz. Dar in realitate nu pot. I-am pus viteza de pornire 500 Hz si acceleratia de 800 Hz/s si tot nu am urcat mai mult. Mentionez ca totul s-a facut cu motoarele in gol (fara sarcina).
Am incerat si cu 1/2 si cu pas intreg.
In plus nu am reusit sa urc frecventa mai mult de 3 000 Hz fara sa pierd pasi. TurboCNC-ul spune ca pot urca pana la 24 000 Hz. Dar in realitate nu pot. I-am pus viteza de pornire 500 Hz si acceleratia de 800 Hz/s si tot nu am urcat mai mult. Mentionez ca totul s-a facut cu motoarele in gol (fara sarcina).
Am incerat si cu 1/2 si cu pas intreg.
Aceasta postare a fost editata de Se poate si asa ?: 08 February 2004 - 02:40 AM
#454
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 08 February 2004 - 09:37 PM
Pentru a putea realiza lucru mecanic, motorului ii este necesara o anumita cantitate de energie. Datorita timpilor tranzitorii, la frecvente mari nu mai primeste ce-i trebuie. Daca reusesti sa realizezi un montaj de joaca, motorul functioneaza daca maresti foarte mult frecventa dar cu marirea corespunzatoare a tensiunii. Prin documentatiile citite, am vazut tensiuni de 80V la motoare cu tensiune nominala de 5V, cam pe la frecventa precizata de tine. Daca poti tine in mâna motoarele, poti considera ca-s reci. De pe la 80-100 grade Celsius in sus poti sa-ti pui intrebari, si nici atunci. Mai degraba realizezi racirea fortata...
85 grade e considerata inca temperatura normala de lucru. Si daca e mult sub asta poti considera ca nu ai scos untul din acel motor si poate mai mult. Cred totusi ca la 60 e perfect.
E cam liniste. Subiectul isi da ultima suflare... Sau poate nu?
Machspeed, cam ai dreptate cu pozitionarea pe masa de lucru. De aceea e indicat sa faci piesa dintr-o singura prindere si sa ai adaos de prelucrare peste tot. Originea sistemului de coordonate e data de intrerupatoarele de pe axe. Determinarea pozitiei sculei fata de piesa se realizeaza cel mai des cu cale paralele.
E ideal de realizat si o masina de masurat in coordonate, dar este complicat. Nu de facut, ci de "pupat" cu soft-ul care este moka pe net.
De multe ori am zis ca nu e necesara o precizie de prelucrare mai mare decât cea care poate fi masurata cu mijloacele uzuale. Fazele cu 0,0000... mm/pas sunt aberatii, la CNC-urile home made, ca vin cu intrebarea: cu ce ai masurat? Nu ma intereseaza ce iese pe hârtie din formule, ci concret, pe piesa prelucrata.
Am demontat o imprimanta HPIII laserjet. Si urmeaza alta la rând. E interesat cineva de un troc? Tot cu gioarse de felul asta? Ca m-am saturat de ale mele...
85 grade e considerata inca temperatura normala de lucru. Si daca e mult sub asta poti considera ca nu ai scos untul din acel motor si poate mai mult. Cred totusi ca la 60 e perfect.
E cam liniste. Subiectul isi da ultima suflare... Sau poate nu?
Machspeed, cam ai dreptate cu pozitionarea pe masa de lucru. De aceea e indicat sa faci piesa dintr-o singura prindere si sa ai adaos de prelucrare peste tot. Originea sistemului de coordonate e data de intrerupatoarele de pe axe. Determinarea pozitiei sculei fata de piesa se realizeaza cel mai des cu cale paralele.
E ideal de realizat si o masina de masurat in coordonate, dar este complicat. Nu de facut, ci de "pupat" cu soft-ul care este moka pe net.
De multe ori am zis ca nu e necesara o precizie de prelucrare mai mare decât cea care poate fi masurata cu mijloacele uzuale. Fazele cu 0,0000... mm/pas sunt aberatii, la CNC-urile home made, ca vin cu intrebarea: cu ce ai masurat? Nu ma intereseaza ce iese pe hârtie din formule, ci concret, pe piesa prelucrata.
Am demontat o imprimanta HPIII laserjet. Si urmeaza alta la rând. E interesat cineva de un troc? Tot cu gioarse de felul asta? Ca m-am saturat de ale mele...
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#455
Dodu
- Junior
-
- Grup: Members
- Postari: 50
- Inregistrat: 06-October 03
Postat 08 February 2004 - 10:44 PM
Poate cam liniste dar sa speram ca nu moare!
Nu am intilnit fenomenele descrise de tine
Motoarele mele sint reci(6.5V 1.3 A 1,8 grade cu protectie termica) le alimentez la 5V poate de aia!
Daca le fac o alimentare separata la 7 V si setez din tensiunea de referinta valoarea de corespondenta a 1.5A
am sanse sa cresc cuplul? ca motoarele alea prea functioneaza ele relaxate(reci).
Referitor la jumperul de 1/2 pas am o schema desenata de un prieten de al meu care m-a ajutat mult in care spune ca pentru injumatatirea pasului
trebuie atasat un jumper(JP4) care din schema lipseste. Voi cum ati facut ca eu nu am reusit sa fac miscarea asta.Nu am aplicat inca schema asta.
Nu am intilnit fenomenele descrise de tine
Motoarele mele sint reci(6.5V 1.3 A 1,8 grade cu protectie termica) le alimentez la 5V poate de aia!
Daca le fac o alimentare separata la 7 V si setez din tensiunea de referinta valoarea de corespondenta a 1.5A
am sanse sa cresc cuplul? ca motoarele alea prea functioneaza ele relaxate(reci).
Referitor la jumperul de 1/2 pas am o schema desenata de un prieten de al meu care m-a ajutat mult in care spune ca pentru injumatatirea pasului
trebuie atasat un jumper(JP4) care din schema lipseste. Voi cum ati facut ca eu nu am reusit sa fac miscarea asta.Nu am aplicat inca schema asta.
Thumbnail atasat
#456
expo
- Membru
-
- Grup: Members
- Postari: 231
- Inregistrat: 12-October 03
Postat 08 February 2004 - 11:11 PM
intr-adevar cam liniste... oricum eu trec zilnic pe aici si ma uit daca mai apare ceva interesant unde sa intervin. in rest eu tot ma documentez pt. faza in care voi face un CNC 3D cu piese "profi" :D
...si in ultimul timp m-am tot gindit ca ar trebui facut un soft care sa faca corectie de erori. de ex. pe axul motorului sa fie fixata o rotitza ca la mouse cu un optocuplor care numara pasii realizatzi in realitate si ii compara cu cei comandatzi. apoi (din software, evident) sa faca o corectzie si sa-i dea cnc-ului noile coordonate. probabil atzi facut prin facultate ceva cu propagarea erorilor. s-ar aplica aici. si ideea de la mouse mi se pare mai realizabila decit alte traductoare de pozitzie, etc.
coments...
...si in ultimul timp m-am tot gindit ca ar trebui facut un soft care sa faca corectie de erori. de ex. pe axul motorului sa fie fixata o rotitza ca la mouse cu un optocuplor care numara pasii realizatzi in realitate si ii compara cu cei comandatzi. apoi (din software, evident) sa faca o corectzie si sa-i dea cnc-ului noile coordonate. probabil atzi facut prin facultate ceva cu propagarea erorilor. s-ar aplica aici. si ideea de la mouse mi se pare mai realizabila decit alte traductoare de pozitzie, etc.
coments...
expo (Gabi)
#457
expo
- Membru
-
- Grup: Members
- Postari: 231
- Inregistrat: 12-October 03
Postat 08 February 2004 - 11:21 PM
... si apropos, daca sint programatori pe aici, cam cit de greu ar fi sa facem un astfel de software? adica sa poate importa PLT (HPGL), Gerber, si habar n-am ce format pt. 3D (3DS, 3DM), sa faca o vizualizare grafica a lor (asta cred ca ar fi un pic mai ~) si apoi un menu de options pt. setarea aparatului, in rest comanda motoarelor. practic sint niste algoritmi...sau gresesc? :D
sau sa-mi spunetzi si mie daca exista un software pt. corectia despre care vorbeam.
...si va spun din experientza ca e frustrant sa dai la taiat ceva si la un moment dat se poticneste surubul 5 pasi, drept pt. care munceste aparatu` 40 min. si ai o mica eroare care mie personal imi sta in ochi
sau sa-mi spunetzi si mie daca exista un software pt. corectia despre care vorbeam.
...si va spun din experientza ca e frustrant sa dai la taiat ceva si la un moment dat se poticneste surubul 5 pasi, drept pt. care munceste aparatu` 40 min. si ai o mica eroare care mie personal imi sta in ochi
expo (Gabi)
#458
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 09 February 2004 - 12:53 AM
Daca se ajunge la reactie pe surub sau direct pe sanie se poate trece deja la servomotoare de CC, lucru ideal. Din moment ce exista soft exista si persoane care pot face. Nu stiu in ce masura se gasesc si printre noi. Nu am facut nimic cap-coada la capitolul asta. Numai lucruri separate, din care nu cred sa scot ceva convenabil. Poate daca vom fi mai multi...
Sau sa gasim soft gata facut, pentru servomotoare. Cred ca exista pe net. Am sa caut si eu.
Spor la treaba.
Sau sa gasim soft gata facut, pentru servomotoare. Cred ca exista pe net. Am sa caut si eu.
Spor la treaba.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
Arata acest topic










1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
