 Ajutor
Ajutor



Bitex , ai mesaj .
Ca sa fiu sincer , am mare nevoie de bani pentru a plati transportul la niste materiale luate tot de pe ebay ( sine , aluminiu , suruburi )
pentru un proiect ceva mai deosebit ( de fapt mai multe ...un strung CNC , o freza si un router care sa poata prelucra aluminiu
la viteze mari ) .
Materialele astea care vreau sa le vand erau programate pentru un strung CNC , dar am schimbat proiectul cumva si nu mai sunt
necesare ...era nevoie de demultiplicare serioasa pentru surub ( 8/1 ) , iar sina ....ei bine , am ajuns la concluzia ca trebuie 2...mai mici
un pic , dar totusi 2 ...
Cam asta ar fi ...o sa postez cand incep , tot vine iarna , sper sa am timp ....
CNC (computer numerical control) masini cu comanda numerica
 Citare Multipla
Citare Multipla
#2692
 bitex
bitex 
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 22 November 2008 - 11:16 AM
Tot la strung ma gandesc si eu, alea doua mici merg la miscarea transversala. Dar pentru longitudinala mai caut. Vorbim.
Spor la treaba!
Spor la treaba!
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2694
katran
- MEGA Membru
-

- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 22 November 2008 - 11:39 AM
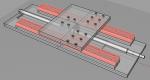
Uite o idee de axa ...sine HRW21 , surub cu bile "1605" , mai sunt de facut suportii de surub si mount-ul de motor ...
Pareri ?
Pareri ?
Thumbnail atasat

Aceasta postare a fost editata de katran: 22 November 2008 - 11:47 AM
#2695
isvflorin
- Membru
-
- Grup: Members
- Postari: 135
- Inregistrat: 13-October 08
- Gender:Male
- Location:constanta
- Interests:sailing, boatbuilding
Postat 22 November 2008 - 12:58 PM
 katran, la Nov 22 2008, 11:39 AM, a spus:
katran, la Nov 22 2008, 11:39 AM, a spus:
Uite o idee de axa ...sine HRW21 , surub cu bile "1605" , mai sunt de facut suportii de surub si mount-ul de motor ...
Pareri ?
Pareri ?
Poti sa-mi spui si mie cum au decurs formalitatile la vama cind ai primit sinele ? La ce articol au fost incadrate ?
Axa aia este pt un Z ? Sint curios dc o sa simti jocuri datorita faptului ca folosesti doar 2 carucioare, dc are moment mare pe Z s-ar putea sa nu fie de ajuns doar 2.
Florin
Florin
#2696
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 22 November 2008 - 01:30 PM
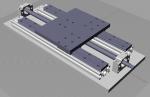
Uite alta abordare , teoretic e la scara corecta , ( jocuri nu cred ca o sa existe , mai suporta si surubul ceva incarcare , iar sinele
sunt special proiectate de THK pentru axe de genul asta , joase , si care folosesc un singur rulment pe sina ).
Designul e doar un exercitiu , de-aia l-am postat , ca sa-si dea oamenii cu parerea ( plusuri , minusuri , etc )
Apropo de vama si alte alea ....nu pot sa dau detalii , e o chestie mai ...altfel. Sorry.
sunt special proiectate de THK pentru axe de genul asta , joase , si care folosesc un singur rulment pe sina ).
Designul e doar un exercitiu , de-aia l-am postat , ca sa-si dea oamenii cu parerea ( plusuri , minusuri , etc )
Apropo de vama si alte alea ....nu pot sa dau detalii , e o chestie mai ...altfel. Sorry.
Thumbnail atasat
Aceasta postare a fost editata de katran: 22 November 2008 - 01:34 PM

#2698
Aztec

- Membru
-
- Grup: Members
- Postari: 200
- Inregistrat: 20-February 04
Postat 22 November 2008 - 07:18 PM
mishu_g, la Nov 21 2008, 09:43 PM, a spus:
Problema:
-nu merge de loc in Mach3 (versiune download de pe site)
-nu merge de loc in Mach3 (versiune download de pe site)
N-are voie sa nu mearga! Mach3 este extrem de configurabil si se preteaza la orice CNC. Vezi ca pe site (www.machsupport.com) gasesti tutoriale si documentatie. Nu scapa din vedere ca varianta demo proceseaza doar vreo 1000 de linii de cod si frecventa este blocata la 25Khz.
Eu doar Mach folosesc de vreo 4 ani incoace, pe freza in 3 axe, pe router de polistiren in 2 si 4 axe.
Tell me and I forget it; show me and I remember; involve me and I understand.
#2699
cnc77hobby

- Membru
-
- Grup: Members
- Postari: 202
- Inregistrat: 18-December 06
- Gender:Male
- Location:Calarasi
Postat 22 November 2008 - 08:16 PM
mishu_g, la Nov 21 2008, 09:43 PM, a spus:
HEEEEELP
Datele problemei:
-facut masina taiat polistiren
-facut driver de pe http://pminmo.com/3axis/3axis.htm
(e al doilea driver dupa aceasta schema)
-functioneaza in TurboCNC
-functioneaza in FoamWorks
Problema:
-nu merge de loc in Mach3 (versiune download de pe site)
*** in TurboCNC a functionat dupa ce am setat pulsewidth pe valoarea 10
... stiti vreun soft pentru taiat polistiren care sa importe *.CDR, *.DWG relativ simplu ?
Mach mi se pare mult prea complicat pentru o masina in doua axe ! (va fi folosit de bizon user)
Datele problemei:
-facut masina taiat polistiren
-facut driver de pe http://pminmo.com/3axis/3axis.htm
(e al doilea driver dupa aceasta schema)
-functioneaza in TurboCNC
-functioneaza in FoamWorks
Problema:
-nu merge de loc in Mach3 (versiune download de pe site)
*** in TurboCNC a functionat dupa ce am setat pulsewidth pe valoarea 10
... stiti vreun soft pentru taiat polistiren care sa importe *.CDR, *.DWG relativ simplu ?
Mach mi se pare mult prea complicat pentru o masina in doua axe ! (va fi folosit de bizon user)
Salut
Deci atentie la configurare ,in special primi parametrii port's and pins si motor tuning daca nu sunt corect setati e normal sa nu iti mearga, dar daca citesti doar putin de tot in help totul se clarifica rapid ,daca nu te descurci posteaza aici fisierul xml din mach 3 si incerc sa te ajut .
P.S. Ia sa vedem si noi ce masina ai construit ;)
#2700
znecula

- Membru de onoare
-
- Grup: Members
- Postari: 845
- Inregistrat: 03-April 05
- Gender:Male
- Location:Iasi
Postat 23 November 2008 - 10:17 AM
mishu_g, la Nov 21 2008, 09:43 PM, a spus:
HEEEEELP
Datele problemei:
-facut masina taiat polistiren
-facut driver de pe http://pminmo.com/3axis/3axis.htm
(e al doilea driver dupa aceasta schema)
-functioneaza in TurboCNC
-functioneaza in FoamWorks
Problema:
-nu merge de loc in Mach3 (versiune download de pe site)
*** in TurboCNC a functionat dupa ce am setat pulsewidth pe valoarea 10
... stiti vreun soft pentru taiat polistiren care sa importe *.CDR, *.DWG relativ simplu ?
Mach mi se pare mult prea complicat pentru o masina in doua axe ! (va fi folosit de bizon user)
Datele problemei:
-facut masina taiat polistiren
-facut driver de pe http://pminmo.com/3axis/3axis.htm
(e al doilea driver dupa aceasta schema)
-functioneaza in TurboCNC
-functioneaza in FoamWorks
Problema:
-nu merge de loc in Mach3 (versiune download de pe site)
*** in TurboCNC a functionat dupa ce am setat pulsewidth pe valoarea 10
... stiti vreun soft pentru taiat polistiren care sa importe *.CDR, *.DWG relativ simplu ?
Mach mi se pare mult prea complicat pentru o masina in doua axe ! (va fi folosit de bizon user)
Se intelege din ce spui tu ca pentru o masina de taiat polistiren ai folosit un driver pentru 3 axe.
Asa vad si din link-ul postat.
Sau poate ai mai adaugat un motor?
Normal pentru taiat polistiren se foloseste o masina 2d+2d.
Softul potrivit pentru asa ceva este GMFC Pro
Aceasta postare a fost editata de znecula: 23 November 2008 - 10:30 AM
#2701
mishu_g
- Membru de onoare
-
- Grup: Members
- Postari: 541
- Inregistrat: 22-November 06
- Gender:Male
- Location:Deva - Hunedoara
Postat 24 November 2008 - 09:55 AM
Am rezolvat problema cu setarile din Mach3
A fost o neatentie de a mea pe care am repetat-o la nesfarsit !!!
Era vorba de setarea latimii impulsului de comanda pe step !!!
pt znecula: masina este intr-adevar cu 3 motoare, unul pe axa x si doua sincronizate pe y (in Mach configurat ca si "slave")
multumesc tuturor pentru ajutor.
A fost o neatentie de a mea pe care am repetat-o la nesfarsit !!!
Era vorba de setarea latimii impulsului de comanda pe step !!!
pt znecula: masina este intr-adevar cu 3 motoare, unul pe axa x si doua sincronizate pe y (in Mach configurat ca si "slave")
multumesc tuturor pentru ajutor.
#2702
cnc77hobby
- Membru
-
- Grup: Members
- Postari: 202
- Inregistrat: 18-December 06
- Gender:Male
- Location:Calarasi
Postat 24 November 2008 - 03:25 PM
Salutare
Pune macar niste poze (daca tot consideri ca sfaturile noastre au fost de ajutor) sa mai animam un pic topicul si sa ne mai delectam ochiul :)
Spor la treaba
Pune macar niste poze (daca tot consideri ca sfaturile noastre au fost de ajutor) sa mai animam un pic topicul si sa ne mai delectam ochiul :)
Spor la treaba
#2703
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 24 November 2008 - 11:43 PM
Salutare! Urmaresc de mult topicul, si am reusit sa invat multe lucruri interesante, desi nu am reusit sa postez si eu pt alti din lipsa de timp. Azi am timp!!!
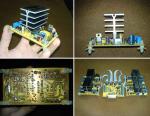
CNC este hobi de aprox 2 ani jumatate, rezultatele evidente fiind cam de un an jumatate. Aici l-am cunoscut si pe "Cres" cu care colaborez aproape zi de zi. Voi afisa cateva din rezultate si pareri sau sugestii, voi trageti concluziile. Voiam initial o masina de taiat polistiren in 4 axe deoarece sunt modelist de o viata.... Dupa diverse electronici testate si "ratate", am ajuns sa dau de site-ul www.pminmo.com de unde am facut 3 modele de electronica si o placa interfata, fiecare fiind de un real succes (va recomand cu caldura cea cu L297-8 full/half step bipolar, care iese la 35lei/modul, si duce 2A 46V)
CNC este hobi de aprox 2 ani jumatate, rezultatele evidente fiind cam de un an jumatate. Aici l-am cunoscut si pe "Cres" cu care colaborez aproape zi de zi. Voi afisa cateva din rezultate si pareri sau sugestii, voi trageti concluziile. Voiam initial o masina de taiat polistiren in 4 axe deoarece sunt modelist de o viata.... Dupa diverse electronici testate si "ratate", am ajuns sa dau de site-ul www.pminmo.com de unde am facut 3 modele de electronica si o placa interfata, fiecare fiind de un real succes (va recomand cu caldura cea cu L297-8 full/half step bipolar, care iese la 35lei/modul, si duce 2A 46V)
Thumbnail atasat
#2704
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 24 November 2008 - 11:52 PM
Modelul 3 AXE UNIPOLAR 5A 30V FULL NECIOPAT (foarte robust 5A fara radiatoare). Cablajul e facut prin metoda "fierului de calcat si foaie trasa la imprimanta laser"
Thumbnail atasat


#2706
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 25 November 2008 - 12:25 AM
Utilizari in domeniul CNC ar fi: Stand robot cu 4+1 Gr de libertate, lucrare prezentata in cadrul unei sesiuni de comunicarii stiintifice la care am luat locul I.
Standul simuleaza o linie de productie, in care bratul robotic alimenteaza doua posturi de lucru (cu leduri verzi in coltul apropiat Dr si apropiat Stg), dintr-o magazie de piese (coltul departat Dr pe sursa neagra cu leduri rosi). Tot bratul mai are al 5-lea gr de libertate oferit de miscarea liniara pe care nu am mai facut-o dar motorul a fost pus pe stand. Atingerea coordonatelor posturilor de lucru precum si coordonatelor magaziei de piese este evidentiata de senzori hall si leduri, declansarea senzorilor fiind un magnet in capatul efectorului final. Programul de comanda a fost "K-cam", codul fiind scris manual.
Mentionez ca robotul a fost facut din "GUNOI"
Standul simuleaza o linie de productie, in care bratul robotic alimenteaza doua posturi de lucru (cu leduri verzi in coltul apropiat Dr si apropiat Stg), dintr-o magazie de piese (coltul departat Dr pe sursa neagra cu leduri rosi). Tot bratul mai are al 5-lea gr de libertate oferit de miscarea liniara pe care nu am mai facut-o dar motorul a fost pus pe stand. Atingerea coordonatelor posturilor de lucru precum si coordonatelor magaziei de piese este evidentiata de senzori hall si leduri, declansarea senzorilor fiind un magnet in capatul efectorului final. Programul de comanda a fost "K-cam", codul fiind scris manual.
Mentionez ca robotul a fost facut din "GUNOI"
Thumbnail atasat


#2708
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 25 November 2008 - 01:03 AM
Impreuna cu "cres" am pus pe picioare o freza CNC in 3 axe, mai exact mecanica lui, electronica mea, punerea la punct si utilizarea eu. Tot ce am invatat legat de acest domeniu a fost prin metoda 'the hard way, un rol important fiind studiul de ici de colo, mai ales ca acum 2 ani nu era prea multe info in domeniul hobi CNC.
Utilajul are 4 MPP 2.5Nm, comanda bipolar max 2A 46V prezentata mai sus, combinata cu pl. interfata, are curse utile 700X400X250, suruburi cu bile fi 16X5mm, si dezvolta aprox max 3000N la efectorul final (freza) pe fiecare axa. Comanda este step/dir data de Mach3 Mill, Viteza de deplaseare in gol max 750mm/min. Masina merge perfect la metale moi.
......si uite ce iese de un an jumatate constant .... (o particica din ele)
Utilajul are 4 MPP 2.5Nm, comanda bipolar max 2A 46V prezentata mai sus, combinata cu pl. interfata, are curse utile 700X400X250, suruburi cu bile fi 16X5mm, si dezvolta aprox max 3000N la efectorul final (freza) pe fiecare axa. Comanda este step/dir data de Mach3 Mill, Viteza de deplaseare in gol max 750mm/min. Masina merge perfect la metale moi.
......si uite ce iese de un an jumatate constant .... (o particica din ele)
Thumbnail atasat




#2712
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 25 November 2008 - 01:42 AM
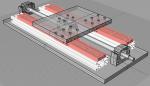
Ca si planuri de viitor, lucrez la o masina destinata lemnului si nu numai, cu performante imbunatatite, calculata pana la cel mai mic detaliu. Masina reprezinta de fapt proiectul meu de licenta notat cu maximum, si care incepe sa se materializaze. Parti componente am in proportie de 20% realizate. Se vor investi bani seriosi si nu am vrut sa risc, si sa fac chesti doar din instinct ingineresc. Am preferat sa stau jos, sa mai studiez cate o carte sau catalog. Matematica aplicata este la nivel de liceu, si va poate salva multi banuti prin dimensionarea corecta a subansamblelor. NU MAI DORES SA JUDEC ARTIZANAL!!! aceasta a fost concluzia. ....in fine!
Datele de intrare ale priectului (caracteristicile masini) au fost:
- masa maÅŸini 1500X1000mm
- înălţimea mesei 800mm
- cursele maxime ale axelor X = 800mm Y = 1250mm Z = 200mm
- viteza maxima de poziţionare rapida = 0-6000mm/min (100mm/sec)
- viteza maxima de lucru = 3000mm/min
- acceleraţia = maxim suportat fără alunecări de paşi (stabilit prin teste)
- săgeata maxim admis a axelor aprox 0.1mm/m/100 kg
- miÅŸcare a axelor X Y Z interpolat
- forţa maxima dorita la efectorul final = 1000N
- turaţia frezei = reglabil intre 800 - 24000Rpm
- precizie de poziţionare +/- 0.03 mm
- repetabilitate /500mm+/- 0.015 mm
- rezoluţia mecanica < 0.01mm
- masa maxima a semifabricatului aprox 100Kg
- tensiune de lucru AC 220V 50Hz
- limbaj de comanda FANUC « G » cod
- sistem de operare utilaj MACH 3
- software compatibil Kcam software, Type3 software, Wentai software, Artcam software
- interfaţa de legătura cu calculatorul LPT (port paralel)
- PC-ul folosit Intel Pentium III 2000Mhz, minim 512MbRAM 10GbHDD
- sistem de operare PC WINDOWS XP
si a iesit:
Datele de intrare ale priectului (caracteristicile masini) au fost:
- masa maÅŸini 1500X1000mm
- înălţimea mesei 800mm
- cursele maxime ale axelor X = 800mm Y = 1250mm Z = 200mm
- viteza maxima de poziţionare rapida = 0-6000mm/min (100mm/sec)
- viteza maxima de lucru = 3000mm/min
- acceleraţia = maxim suportat fără alunecări de paşi (stabilit prin teste)
- săgeata maxim admis a axelor aprox 0.1mm/m/100 kg
- miÅŸcare a axelor X Y Z interpolat
- forţa maxima dorita la efectorul final = 1000N
- turaţia frezei = reglabil intre 800 - 24000Rpm
- precizie de poziţionare +/- 0.03 mm
- repetabilitate /500mm+/- 0.015 mm
- rezoluţia mecanica < 0.01mm
- masa maxima a semifabricatului aprox 100Kg
- tensiune de lucru AC 220V 50Hz
- limbaj de comanda FANUC « G » cod
- sistem de operare utilaj MACH 3
- software compatibil Kcam software, Type3 software, Wentai software, Artcam software
- interfaţa de legătura cu calculatorul LPT (port paralel)
- PC-ul folosit Intel Pentium III 2000Mhz, minim 512MbRAM 10GbHDD
- sistem de operare PC WINDOWS XP
si a iesit:
Thumbnail atasat

#2714
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 25 November 2008 - 02:01 AM
Cand va fi gata asa cum vreau, voi posta poze, doar ca din pricina costurilor relativ mari si a dorintei optimizarii acestora, lucrurile merg incet. Momentan mai studiez procedeul de prelucrare EDM (electro eroziune cu electrod masiv) pt a gauri barele calibrate folosite la ghidaje. Sunt din otel CIF-at de calitate si se gauresc foooarte greu prin metodele clasice. Deja am electronica, e simpla azi am facut-o, urmeaza sa o testez. Actionarea este un motor pas cu pas care ridica si coboara electrodul prin intermediul unui surub conducator, in regim automat. http://www.youtube.c...h?v=1MtOfzxMnEI
Thumbnail atasat

#2715
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 25 November 2008 - 02:42 AM
Alte detalii ale masinii ar fi :
-MPP x 4.2Nm y 2x6.5Nm z 2.9Nm (calculat)
-ghidaje cu bare calibrate (dublate pe Y) fi 25 montate sprijinit si rulmenti liniari deschisi cu posibilitate de reglaj al jocului
-surub fi 16X10mm pretensionat pentru a inlatura efectul de buclare si a mari viteza critica
-lagarele de capat ale suruburilor dotate cu rulmenti unghiulari 40gr pereche. Posibilitate de reglaj a jocului axial
-cuplaje cu element semielastic pt reducerea vibratiilor si a fenomenului de rezonanta
-batiu din teava rectangulara sudata 100x100 picioarele 80x80 traverse
-rezolutia electronica 1stp/128 max (pt inlaturarea vibratiilor, turatiei de rezonanta si a uzurilor premature ale surubului si piulitei conducatoare)
-viteza maxima de poziţionare rapida = 0-6000mm/min (100mm/sec)
- viteza maxima de lucru 3000mm/min cu incarcare datorita avansului de aschiere 1000N
una care merge binisor este: http://www.youtube.c...h?v=3_qdZB9iGhU
-MPP x 4.2Nm y 2x6.5Nm z 2.9Nm (calculat)
-ghidaje cu bare calibrate (dublate pe Y) fi 25 montate sprijinit si rulmenti liniari deschisi cu posibilitate de reglaj al jocului
-surub fi 16X10mm pretensionat pentru a inlatura efectul de buclare si a mari viteza critica
-lagarele de capat ale suruburilor dotate cu rulmenti unghiulari 40gr pereche. Posibilitate de reglaj a jocului axial
-cuplaje cu element semielastic pt reducerea vibratiilor si a fenomenului de rezonanta
-batiu din teava rectangulara sudata 100x100 picioarele 80x80 traverse
-rezolutia electronica 1stp/128 max (pt inlaturarea vibratiilor, turatiei de rezonanta si a uzurilor premature ale surubului si piulitei conducatoare)
-viteza maxima de poziţionare rapida = 0-6000mm/min (100mm/sec)
- viteza maxima de lucru 3000mm/min cu incarcare datorita avansului de aschiere 1000N
una care merge binisor este: http://www.youtube.c...h?v=3_qdZB9iGhU
#2716
celuster
- Membru
-
- Grup: Members
- Postari: 124
- Inregistrat: 04-January 07
Postat 25 November 2008 - 09:40 AM
Buna,
Foarte frumos ce faci, spor la treaba in continuare si multa multa rabdare ...ai mai multa nevoie decat de bafta.
Ca si sugestii (din experienta):
- daca tot folosesti profile de aluminiu foloseste ghiaje liniare profilate nu rotunde ca te scutesc de o groaza de probleme, inclusiv cele cu facutul filetelor in bara calita iar la pret, per ansamblu, nu e mare diferenta
- ai grija ca in realitate nu gasesti nimic perfect drept. Ca sa explic, profilele de aluminiu au si ele anumite tolerante, la fel si tevile pentru structura de baza iar cand le sudezi vezi ca o sa se defomeze si mai mult....tz'am spus toate astea referitor la preciziile care le-ai dat asa ca lasa-tzi posibilitati de reglare
- la axa actionata de cele doua motoare sincronizeazale
- foloseste comparator pentru alinierea pe axe si pentru masa de lucru
- piulita cu care faci pretensionarea rulmentilor ar trebui sa se blocheze, iar ca solutii ar fi odata sa mai pui o contrapiulita, iar alta e sa blochezi piulita cu un stift filetat. Aici ai grija sa nu strangi direct stiftul pe filetul surubului pentru transmisie ci pune intai o pastila din material mai moale (alama; bronz) si apoi strange cu stiftul filetat.
- nu stiu daca am observat bine dar cel putin pe axa X (echivalenta cu latimea masinii), in capatul unde e antrenarea, ai pus doi rulmenti radial/axial in "X" pentru eliminarea jocului dar cum "intinzi" surubul? ...fin'ca in capatul celalalt eu vad doar un rulment radial iar daca intinzi surubul pe el o sa-l blochezi.
De iesit o sa iasa masina foarte bine, o sa te poti folosi de ea iar ce tz'am spus eu e sa perfectionezi putin masina....daca vrei binenteles
numa' bine si spor la treaba celu
Foarte frumos ce faci, spor la treaba in continuare si multa multa rabdare ...ai mai multa nevoie decat de bafta.
Ca si sugestii (din experienta):
- daca tot folosesti profile de aluminiu foloseste ghiaje liniare profilate nu rotunde ca te scutesc de o groaza de probleme, inclusiv cele cu facutul filetelor in bara calita iar la pret, per ansamblu, nu e mare diferenta
- ai grija ca in realitate nu gasesti nimic perfect drept. Ca sa explic, profilele de aluminiu au si ele anumite tolerante, la fel si tevile pentru structura de baza iar cand le sudezi vezi ca o sa se defomeze si mai mult....tz'am spus toate astea referitor la preciziile care le-ai dat asa ca lasa-tzi posibilitati de reglare
- la axa actionata de cele doua motoare sincronizeazale
- foloseste comparator pentru alinierea pe axe si pentru masa de lucru
- piulita cu care faci pretensionarea rulmentilor ar trebui sa se blocheze, iar ca solutii ar fi odata sa mai pui o contrapiulita, iar alta e sa blochezi piulita cu un stift filetat. Aici ai grija sa nu strangi direct stiftul pe filetul surubului pentru transmisie ci pune intai o pastila din material mai moale (alama; bronz) si apoi strange cu stiftul filetat.
- nu stiu daca am observat bine dar cel putin pe axa X (echivalenta cu latimea masinii), in capatul unde e antrenarea, ai pus doi rulmenti radial/axial in "X" pentru eliminarea jocului dar cum "intinzi" surubul? ...fin'ca in capatul celalalt eu vad doar un rulment radial iar daca intinzi surubul pe el o sa-l blochezi.
De iesit o sa iasa masina foarte bine, o sa te poti folosi de ea iar ce tz'am spus eu e sa perfectionezi putin masina....daca vrei binenteles
numa' bine si spor la treaba celu
#2717
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 25 November 2008 - 10:33 AM
Super proiect , doar o singura observatie , foloseste ghidaje liniare in loc de "shaft-uri " , o spun din experienta , te va scuti de
multe batai de cap , masina mea tot pe acolo se invarte la curse , iar diferenta de pret nu e astronomica , merita .
Ce nu am inteles eu este daca folosesti "ballscrew" sau "leadscrew"...recomand ballscrew minim C7 , dia.20 , pas 5 , ( nu
sunt scumpe , probabil ai putea sa le salti de pe ebay la vreo 300USD setul / 300, 800 , 1100 , mai trebuie doar sa
masinezi capetele ( presupun ca "end support-urile le poti face singur , alea sunt cam scumpe ) .
Succes , spor la treaba , si s-o vedem la lucru !!!
multe batai de cap , masina mea tot pe acolo se invarte la curse , iar diferenta de pret nu e astronomica , merita .
Ce nu am inteles eu este daca folosesti "ballscrew" sau "leadscrew"...recomand ballscrew minim C7 , dia.20 , pas 5 , ( nu
sunt scumpe , probabil ai putea sa le salti de pe ebay la vreo 300USD setul / 300, 800 , 1100 , mai trebuie doar sa
masinezi capetele ( presupun ca "end support-urile le poti face singur , alea sunt cam scumpe ) .
Succes , spor la treaba , si s-o vedem la lucru !!!
#2718
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 25 November 2008 - 12:52 PM
celuster, la Nov 25 2008, 10:40 AM, a spus:
Buna,
Foarte frumos ce faci, spor la treaba in continuare si multa multa rabdare ...ai mai multa nevoie decat de bafta.
Ca si sugestii (din experienta):
- daca tot folosesti profile de aluminiu foloseste ghiaje liniare profilate nu rotunde ca te scutesc de o groaza de probleme, inclusiv cele cu facutul filetelor in bara calita iar la pret, per ansamblu, nu e mare diferenta
- ai grija ca in realitate nu gasesti nimic perfect drept. Ca sa explic, profilele de aluminiu au si ele anumite tolerante, la fel si tevile pentru structura de baza iar cand le sudezi vezi ca o sa se defomeze si mai mult....tz'am spus toate astea referitor la preciziile care le-ai dat asa ca lasa-tzi posibilitati de reglare
- la axa actionata de cele doua motoare sincronizeazale
- foloseste comparator pentru alinierea pe axe si pentru masa de lucru
- piulita cu care faci pretensionarea rulmentilor ar trebui sa se blocheze, iar ca solutii ar fi odata sa mai pui o contrapiulita, iar alta e sa blochezi piulita cu un stift filetat. Aici ai grija sa nu strangi direct stiftul pe filetul surubului pentru transmisie ci pune intai o pastila din material mai moale (alama; bronz) si apoi strange cu stiftul filetat.
- nu stiu daca am observat bine dar cel putin pe axa X (echivalenta cu latimea masinii), in capatul unde e antrenarea, ai pus doi rulmenti radial/axial in "X" pentru eliminarea jocului dar cum "intinzi" surubul? ...fin'ca in capatul celalalt eu vad doar un rulment radial iar daca intinzi surubul pe el o sa-l blochezi.
De iesit o sa iasa masina foarte bine, o sa te poti folosi de ea iar ce tz'am spus eu e sa perfectionezi putin masina....daca vrei binenteles
numa' bine si spor la treaba celu
Foarte frumos ce faci, spor la treaba in continuare si multa multa rabdare ...ai mai multa nevoie decat de bafta.
Ca si sugestii (din experienta):
- daca tot folosesti profile de aluminiu foloseste ghiaje liniare profilate nu rotunde ca te scutesc de o groaza de probleme, inclusiv cele cu facutul filetelor in bara calita iar la pret, per ansamblu, nu e mare diferenta
- ai grija ca in realitate nu gasesti nimic perfect drept. Ca sa explic, profilele de aluminiu au si ele anumite tolerante, la fel si tevile pentru structura de baza iar cand le sudezi vezi ca o sa se defomeze si mai mult....tz'am spus toate astea referitor la preciziile care le-ai dat asa ca lasa-tzi posibilitati de reglare
- la axa actionata de cele doua motoare sincronizeazale
- foloseste comparator pentru alinierea pe axe si pentru masa de lucru
- piulita cu care faci pretensionarea rulmentilor ar trebui sa se blocheze, iar ca solutii ar fi odata sa mai pui o contrapiulita, iar alta e sa blochezi piulita cu un stift filetat. Aici ai grija sa nu strangi direct stiftul pe filetul surubului pentru transmisie ci pune intai o pastila din material mai moale (alama; bronz) si apoi strange cu stiftul filetat.
- nu stiu daca am observat bine dar cel putin pe axa X (echivalenta cu latimea masinii), in capatul unde e antrenarea, ai pus doi rulmenti radial/axial in "X" pentru eliminarea jocului dar cum "intinzi" surubul? ...fin'ca in capatul celalalt eu vad doar un rulment radial iar daca intinzi surubul pe el o sa-l blochezi.
De iesit o sa iasa masina foarte bine, o sa te poti folosi de ea iar ce tz'am spus eu e sa perfectionezi putin masina....daca vrei binenteles
numa' bine si spor la treaba celu
Multumesc pentru parere.... foarte buna observatia cu sprijinul capetelor X Y (ma bucur ca vedeti detaliile), intradevar este sprijin radial-axial (mai precis doar radial cu rulment cu ace). Banuiam ca cineva va observa! Motivul este nefinalizarea proiectului. Cu alte cuvinte dupa ce am abordat metoda cu sprijin simplu, din calculul de verificare al surubului, mia dat ca la lungimea de 1000mmX respectiv 1500mmY voi avea efect de "buclare" cand "impinge" surubul in piulita. Rezolvarea fiind aceasta pretensionare. In proiect nu am apucat sa modific acest aspect. Ma gandeam sa pun suruburi de fi 20 (de 25 erau prea masive, au moment de inertie foooarte mare) dar: nu prea se gasesc, la forta dorita 1000N (100Kg) merg cele de 16, si dau un exemplu ca sa vedeti calculat cat din cuplul MPP se consuma si pe ce:
luam o axa la care
-surubul este de 1000mm cu tot cu prelucrarile capetelor, fi 16 cu pas de 10mm
-masa deplasata 20Kg
-forta necesara 1000N
-viteza 5000mm/min
-coeficient de frecare sa zicem ca nu avem
si iese:
-pentru incaracarea de 1000N: 1.6Nm
-pentru accelerarea masei deplasate pe orizontala: 1.65Nm
-pentru accelerarea surubului (invingerea momentului de inertie): 0.7Nm
rezulta 3.95Nm la care mai adaugam momentul de inertie al rotorului unui motor de 3.95Nm dat de producator, si iese totalul.
Observati ca 0.7Nm se duc pe accelerarea surubului conducator. Daca era mai gros, era mai mult, rezulta mai greu ansamblul, si poate inutil.
Alt aspect....la axa Y am doua MPP. Bineinteles ca sunt sincronizate, fiecare cu electronica lui, unul este Y si celalalt SLAVE din soft. Voi ghici un mecanism electronic care sa sesizeze daca vreunul din motoare ramane in urma, sau se defecteaza ..etc, ca altfel indoaie masina. Daca te referi la sincronizare cu curea dintata, asa este masina cu care sunt exemplele de mai sus facute (doua MPP pe Y cu curea dintata pentru siguranta, intre suruburi). Dar undeva fooooarte putin strangea cureaua (ceva excentric la rotile de curea sau prindere) si se intampla fenomenul ca MPP la un momentdat nu paseau intreg. Rezulatul era 'furt de pasi. Am dat-o jos automat, si merge masina de foarte mult timp si fara probleme de atunci. Parerea mea este ca nu merita aceasta sincronizare intre axele. Mai bine ceva electric-electronic care sa simta o diferenta, si sa dea automat Reset la soft in cazul in care apare o diferenat intre axe.
Ghidajele sunt cu bara calibrata pt ca asa am considerat ca e mai bine . Scump a fost suportul de bara. In rest preturile au fost Ok, mai mici decat ghidajele profilate, si ansamblu mai robust
Batiul din tevi rectangulare, asa este proiectat incat sa pot regla paralelismul ghidajelor, si daca iese din sudura deformat.
#2719
celuster
- Membru
-
- Grup: Members
- Postari: 124
- Inregistrat: 04-January 07
Postat 25 November 2008 - 01:23 PM
[quote name='mihasimon' date='Nov 25 2008, 12:52 PM' post='256966']
Multumesc pentru parere.... foarte buna observatia cu sprijinul capetelor X Y (ma bucur ca vedeti detaliile), intradevar este sprijin radial-axial (mai precis doar radial cu rulment cu ace). Banuiam ca cineva va observa! Motivul este nefinalizarea proiectului. Cu alte cuvinte dupa ce am abordat metoda cu sprijin simplu, din calculul de verificare al surubului, mia dat ca la lungimea de 1000mmX respectiv 1500mmY voi avea efect de "buclare" cand "impinge" surubul in piulita. Rezolvarea fiind aceasta pretensionare. In proiect nu am apucat sa modific acest aspect. Ma gandeam sa pun suruburi de fi 20 (de 25 erau prea masive, au moment de inertie foooarte mare) dar: nu prea se gasesc, la forta dorita 1000N (100Kg) merg cele de 16, si dau un exemplu ca sa vedeti calculat cat din cuplul MPP se consuma si pe ce:
...eu am folosit pentru surub de Ø 16 rulmenti 7200 BE (codul SKF), sunt radial-axiali cu bile, au interiorul de 10 mm, exteriorul de 30 mm, iar latimea de 9 iar restul in regim propriu....mi sa parut solutia cea mai ieftina.
Dupa mine merge si surub de Ø 16 dar trebuie "intins", adeca constructiv sa nu-i dai voie sa se flambeze. Asta se poate face daca prinzi de capeti si "tragi".
numa' bine celu
Multumesc pentru parere.... foarte buna observatia cu sprijinul capetelor X Y (ma bucur ca vedeti detaliile), intradevar este sprijin radial-axial (mai precis doar radial cu rulment cu ace). Banuiam ca cineva va observa! Motivul este nefinalizarea proiectului. Cu alte cuvinte dupa ce am abordat metoda cu sprijin simplu, din calculul de verificare al surubului, mia dat ca la lungimea de 1000mmX respectiv 1500mmY voi avea efect de "buclare" cand "impinge" surubul in piulita. Rezolvarea fiind aceasta pretensionare. In proiect nu am apucat sa modific acest aspect. Ma gandeam sa pun suruburi de fi 20 (de 25 erau prea masive, au moment de inertie foooarte mare) dar: nu prea se gasesc, la forta dorita 1000N (100Kg) merg cele de 16, si dau un exemplu ca sa vedeti calculat cat din cuplul MPP se consuma si pe ce:
...eu am folosit pentru surub de Ø 16 rulmenti 7200 BE (codul SKF), sunt radial-axiali cu bile, au interiorul de 10 mm, exteriorul de 30 mm, iar latimea de 9 iar restul in regim propriu....mi sa parut solutia cea mai ieftina.
Dupa mine merge si surub de Ø 16 dar trebuie "intins", adeca constructiv sa nu-i dai voie sa se flambeze. Asta se poate face daca prinzi de capeti si "tragi".
numa' bine celu
#2720
mihasimon
- Membru
-
- Grup: Members
- Postari: 195
- Inregistrat: 18-January 07
- Gender:Male
- Location:Reghin MS
Postat 25 November 2008 - 02:02 PM
...eu am folosit pentru surub de Ø 16 rulmenti 7200 BE (codul SKF), sunt radial-axiali cu bile, au interiorul de 10 mm, exteriorul de 30 mm, iar latimea de 9 iar restul in regim propriu....mi sa parut solutia cea mai ieftina.
Dupa mine merge si surub de Ø 16 dar trebuie "intins", adeca constructiv sa nu-i dai voie sa se flambeze. Asta se poate face daca prinzi de capeti si "tragi".
numa' bine celu
[/quote]
Dap..exact asta am vrut sa zic si eu prin pretensionare surubului pt evitarea efectelor de buclare (flambare)...poate nu am fost foarte explicit la "sprijin radial-axial (mai precis doar radial cu rulment cu ace)". Se refera la capatul opus motorului, capatul liber.
Dupa mine merge si surub de Ø 16 dar trebuie "intins", adeca constructiv sa nu-i dai voie sa se flambeze. Asta se poate face daca prinzi de capeti si "tragi".
numa' bine celu
[/quote]
Dap..exact asta am vrut sa zic si eu prin pretensionare surubului pt evitarea efectelor de buclare (flambare)...poate nu am fost foarte explicit la "sprijin radial-axial (mai precis doar radial cu rulment cu ace)". Se refera la capatul opus motorului, capatul liber.
Arata acest topic










2 useri citesc topicul
0 membri, 2 vizitatori, 0 utilizatori anonimi
