 Ajutor
Ajutor



Buna seara.
Interesanta idea cu portalul cu doua suruburi. Cred insa ca nu se castiga aproape nimic. La ora actuala s-a trecut pe solutia cu sistem de ghidare si avans pe o parte si sprijin pe cealalta parte. Exista pe net mai multe astfel de solutii.
Observ insa ca se compara ca si pret si solutii variantele de utilaje de prelucrare CNC la care se doreste prelucrarea de piese cu axe de revolutie, cu cele spatiale.
In alta ordine de idei se doreste un CNC pentru prelucrari de materiale la care precizia de realizare a pieselor prelucrate nu impune precizia CNC.
Ar trebui sa va stabiliti inainte de a incepe proiectul care este precizia si ce forte de prelucrare se vor realiza prin proces. Astfel daca sunt forte mici si precizie mica se poate folosii o solutie ieftina cu curele dintate la care ansamblul roata de curea, curea si restul elementelor de fixare a curelei si ghidare a acestea nu depaseste 150 RON pe o axa. Pentru situatiile in care solicitarile sunt mari si precizia buna se recomanda solutia cu surub cu bile.
La precizie mai mica, pentru prelucrarea ornamentelor din lemn, plastic, etc se recomanda solutia cu curea sau cremaliera.
La precizie mai mica la debitarea cu plasma, flacara oxiacetilenica sau cu laser, la care oricum zona influentata termic este mare se poate utiliza fara probleme solutia cu surub trapezoidal cu doua sau mai multe inceputuri si nu cea cu surub cu bile.
Ma bucur ca in saptamana aceasta v-ati convins si voi de produsele furnizate de ISEL si trebuie sa va spun ca unele comparatii intre solutia propusa de mine pentru prelucrarea materialelor metalice cu precizie mare a fost comparata cu cea de tip portal sau cu alte solutii intalnite pe net pentru taiere plana. Deci varianta este de tip strung cu suport lateral pentru capul de frezat. Imi pare de asemenea rau ca se compara pretul unor masini care prelucraeaza prin aschiere cu suruburi metrice sau mai rar trapezoidale cu unele cu surub cu bile. Ca se compara ghidajele trapezoidale cu frecare prin alunecare cu ghidajele cilindrice cu frecare de rostogolire cu bile. Apropo ghidajele cilindrice cu bile sectionate se pot pretensiona. Numai cele cilindrice nu se pot pretensiona.
Toate cele bune si voi mai reveni cu informatii pe masura ce voi cumpara piesele.
Mirciulica from Temesvar
CNC (computer numerical control) masini cu comanda numerica
#2109
 mirciulica
mirciulica 
- Membru
-

- Grup: Members
- Postari: 119
- Inregistrat: 29-September 07
Postat 11 January 2008 - 06:48 PM
 Citare Multipla
Citare Multipla
#2110
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 11 January 2008 - 07:21 PM
Daca la proiectul asta pun doar pe o parte surub ba avea de suferit celalta parte din cauza inertiei
cu trapez obtin o precizie de sub 10 sutimi de mm
cu trapez obtin o precizie de sub 10 sutimi de mm
Aceasta postare a fost editata de vrajitoru: 11 January 2008 - 07:23 PM
#2111
cres
- Senior
-
- Grup: Members
- Postari: 306
- Inregistrat: 09-May 06
Postat 11 January 2008 - 08:28 PM
am vazut poza cnc-ului pe care vrei sa-l faci:tip portal.parerea mea e ca cel mai bine in cazul asta sa folosesti 2 suruburi antrenate de 2 motoare.daca vezi pozele cnc-ului meu vei vedea ca e tot tip portal si din cauza ca tot ansamblul e antrenat de o electronica din ungaria am fost pus in imposibilitate de a comanda toate cele 4 motoare cu ea.cu ajutorul unui prieten de pe forum din reghin la care deocamdata nu-i dau numele fara permisiune,am comandat axa x si y cu electronica din ung.iar pt z a facut el un driver.inainte de solutia asta am incercat sa comand doar un motor de pe x iar celalalt l-am desfacut de la cuplaj.puteam opri ansamblul cu mina si aparea si o raminere in urma a partii neantrenate ,vizibila.in momentul in care am comandat ambele mot si le-am sincronizat,situatia s-a schimbat
cred ca in cazul frezelor portal situatia optima e comanda cu 2 mot pt axa x.atunci cind se deplaseaza masa pe x iar surubul e centrat pe mijlocul ei,atunci cred ca e de ajuns doar unul
parerea mea
cred ca in cazul frezelor portal situatia optima e comanda cu 2 mot pt axa x.atunci cind se deplaseaza masa pe x iar surubul e centrat pe mijlocul ei,atunci cred ca e de ajuns doar unul
parerea mea
#2112
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 11 January 2008 - 10:29 PM
Scuze ca o iau pe bucatele, e fara rea intentie!
"Ma bucur ca in saptamana aceasta v-ati convins si voi de produsele furnizate de ISEL "
Nu stiu de ce te bucuri ca produsele ISEL n-au convins pe nimeni pana acum. Doar cine n-a vazut materiale adevarate nu stie ce-s alea.
Caracteristicile cu adevarat tehnice din catalog sunt atat de sarace incat numai un amator ar putea avea incredere in ce-i acolo. Si pana la urma am discutat despre niste preturi afisate pe o pagina straina. Nimic mai mult. Daca un joc axial de 0,1 mm intr-o rola pare OK nu prea am ca sa mai zic. Daca 0,01 pare OK la un surub cu bile inseamna ca degeaba mai muncesc. Posibil sa fie produse bune, dar cateva preturi pe o pagina n-au convins privind calitatea...
"si trebuie sa va spun ca unele comparatii intre solutia propusa de mine pentru prelucrarea materialelor metalice cu precizie mare a fost comparata cu cea de tip portal sau cu alte solutii intalnite pe net pentru taiere plana. "
Aici ai dreptate. E posibil ca nu toata lumea sa fi inteles ce ai gandit. Pana acum n-ai postat macar o schita, n-ai pus un link spre o poza de pe net care sa arate cam ce ai vrea sa faci. Sunt sigur ca gaseai daca doreai... E greu de inventat apa calda in domeniu. Pana la urma toti care au comentat ceva au observat lipsa multor repede la analiza pretului. Si asta indiferent de varianta.
"Imi pare de asemenea rau ca se compara pretul unor masini care prelucraeaza prin aschiere cu suruburi metrice sau mai rar trapezoidale cu unele cu surub cu bile. Ca se compara ghidajele trapezoidale cu frecare prin alunecare cu ghidajele cilindrice cu frecare de rostogolire cu bile."
Parerea asta de rau e nejustificata. Nimeni nu a facut astfel de comparatii. Toti am analizat aceleasi tipuri de produse: suruburi cu bile, ghidaje prismatice cu sanii cu bile sau cu role. Nimani n-a facut comparatie cu altceva.
S-au intercalat in topic cateva mesaje cu ce face fiecare dar fara legatura cu proiectul tau.
Si ca tot veni vorba, un ghidaj cu frecare de alunecare (clasica bucsa) bine facut e mai bun privind precizia, ca unul cu bile sau role de proasta calitate. Coeficientul de frecare e mai mare, poate durata de viata mai mica (nu-i obligatoriu) dar la capitolul precizie e undeva sus, in comparatie cu altele cu role sau chiar cu bile. Poate cateva citate care te-au facut sa afirmi comparatiile incorecte ar fi tare convingatoare...
"Apropo ghidajele cilindrice cu bile sectionate se pot pretensiona."
Legat de pretensionarea celor sectionate, cu bile, o spui din practica sau din teorie? Ca ti-as trimite spre testare 2 bucsi cu bile cu recirculare sa le pretensionezi si sa-mi spui ce ai rezolvat. Apoi sa le compari cu alte doua bucsi, nepretensionate, facute de alta firma. Si eventual sa le compari si cu alte doua cu frecare de alunecare.
Concluzia ar fi ca totul e relativ si ca n-o sa te bazezi pe acea pretensionare cand ai de cumparat 4000 de bucsi cu bile.
Apropo, cum realizezi fixarea unei bucsi cu bile, deschisa, intr-o carcasa? Cum sta bucsa in carcasa? Sa zicem ceva pentru diametrul barei de 12 mm ca sa fie ceva concret.
Eu tot traiesc cu speranta ca o sa revii cu acea analiza de pret ceva mai completa si ca o sa continui cu initiativa inceputa. Pana atunci, spor la treaba tuturor!
LE. Ca sa nu ramana aruncata din tren, o sa cumpar de la ISEL ce nu gasesc in alta parte dar nu neaparat din cauza calitatii. De nevoie. Nu stiu cine mai comercializeaza profil cu canale T lat de 375 mm. Noroc ca-i frezat dupa extrudare...
Un surub cu bile de regula e OK doar daca are piulita buna. Cu una singura lata de 25 mm nu vad sa fie treaba buna.
Si oricum ai intoarce-o, ce facem noi din aluminiu e prea putin legat de precizie daca nu se indeplinesc si alte conditii. Vorbim de precizie si facem mofturi pentru un 0,01 mm dar uitam cat se deformeaza toata masina la o variatie de 15 grade Celsius. Asa ca revin la ideea ca totul e relativ si se opreste la buzunar.
"Ma bucur ca in saptamana aceasta v-ati convins si voi de produsele furnizate de ISEL "
Nu stiu de ce te bucuri ca produsele ISEL n-au convins pe nimeni pana acum. Doar cine n-a vazut materiale adevarate nu stie ce-s alea.
Caracteristicile cu adevarat tehnice din catalog sunt atat de sarace incat numai un amator ar putea avea incredere in ce-i acolo. Si pana la urma am discutat despre niste preturi afisate pe o pagina straina. Nimic mai mult. Daca un joc axial de 0,1 mm intr-o rola pare OK nu prea am ca sa mai zic. Daca 0,01 pare OK la un surub cu bile inseamna ca degeaba mai muncesc. Posibil sa fie produse bune, dar cateva preturi pe o pagina n-au convins privind calitatea...
"si trebuie sa va spun ca unele comparatii intre solutia propusa de mine pentru prelucrarea materialelor metalice cu precizie mare a fost comparata cu cea de tip portal sau cu alte solutii intalnite pe net pentru taiere plana. "
Aici ai dreptate. E posibil ca nu toata lumea sa fi inteles ce ai gandit. Pana acum n-ai postat macar o schita, n-ai pus un link spre o poza de pe net care sa arate cam ce ai vrea sa faci. Sunt sigur ca gaseai daca doreai... E greu de inventat apa calda in domeniu. Pana la urma toti care au comentat ceva au observat lipsa multor repede la analiza pretului. Si asta indiferent de varianta.
"Imi pare de asemenea rau ca se compara pretul unor masini care prelucraeaza prin aschiere cu suruburi metrice sau mai rar trapezoidale cu unele cu surub cu bile. Ca se compara ghidajele trapezoidale cu frecare prin alunecare cu ghidajele cilindrice cu frecare de rostogolire cu bile."
Parerea asta de rau e nejustificata. Nimeni nu a facut astfel de comparatii. Toti am analizat aceleasi tipuri de produse: suruburi cu bile, ghidaje prismatice cu sanii cu bile sau cu role. Nimani n-a facut comparatie cu altceva.
S-au intercalat in topic cateva mesaje cu ce face fiecare dar fara legatura cu proiectul tau.
Si ca tot veni vorba, un ghidaj cu frecare de alunecare (clasica bucsa) bine facut e mai bun privind precizia, ca unul cu bile sau role de proasta calitate. Coeficientul de frecare e mai mare, poate durata de viata mai mica (nu-i obligatoriu) dar la capitolul precizie e undeva sus, in comparatie cu altele cu role sau chiar cu bile. Poate cateva citate care te-au facut sa afirmi comparatiile incorecte ar fi tare convingatoare...
"Apropo ghidajele cilindrice cu bile sectionate se pot pretensiona."
Legat de pretensionarea celor sectionate, cu bile, o spui din practica sau din teorie? Ca ti-as trimite spre testare 2 bucsi cu bile cu recirculare sa le pretensionezi si sa-mi spui ce ai rezolvat. Apoi sa le compari cu alte doua bucsi, nepretensionate, facute de alta firma. Si eventual sa le compari si cu alte doua cu frecare de alunecare.
Concluzia ar fi ca totul e relativ si ca n-o sa te bazezi pe acea pretensionare cand ai de cumparat 4000 de bucsi cu bile.
Apropo, cum realizezi fixarea unei bucsi cu bile, deschisa, intr-o carcasa? Cum sta bucsa in carcasa? Sa zicem ceva pentru diametrul barei de 12 mm ca sa fie ceva concret.
Eu tot traiesc cu speranta ca o sa revii cu acea analiza de pret ceva mai completa si ca o sa continui cu initiativa inceputa. Pana atunci, spor la treaba tuturor!
LE. Ca sa nu ramana aruncata din tren, o sa cumpar de la ISEL ce nu gasesc in alta parte dar nu neaparat din cauza calitatii. De nevoie. Nu stiu cine mai comercializeaza profil cu canale T lat de 375 mm. Noroc ca-i frezat dupa extrudare...
Un surub cu bile de regula e OK doar daca are piulita buna. Cu una singura lata de 25 mm nu vad sa fie treaba buna.
Si oricum ai intoarce-o, ce facem noi din aluminiu e prea putin legat de precizie daca nu se indeplinesc si alte conditii. Vorbim de precizie si facem mofturi pentru un 0,01 mm dar uitam cat se deformeaza toata masina la o variatie de 15 grade Celsius. Asa ca revin la ideea ca totul e relativ si se opreste la buzunar.
Aceasta postare a fost editata de bitex: 11 January 2008 - 10:41 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2113
mirciulica
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 29-September 07
Postat 11 January 2008 - 11:29 PM
Buna seara vrajitoru. Problema nu este surubul ci ditanta dintre elementele de ghidare ale miscarii pe partea pe care se gaseste surubul. Mirciulica
#2114
mirciulica
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 29-September 07
Postat 11 January 2008 - 11:39 PM
Buna seara bitex. Poate ar trbui sa fiu rau dar nu sunt, ar trebui sa consulti catalogul SKF ca si producator de sisteme de ghidare sau alte astfel de cataloage mai putin titrate in domeniu pentru a vedea solutia de pretensionare pe care am mentionat-o. In rest despre desene in momentul in care voi avea solutia realizata voi posta si desene.
In legatura cu produse le ISEL unele dintre acestea le-am cumparat din RO. Urmeaza si altele cere sunt minim necesare. Oricum nu ma dau banii afara din casa. Tot ceea ce am afirmat azi pe sait este legat de practica si nu de teorie deoarece am realizat deja o parte din solutia strungului cu surub trapezoidal de aproape 3 ani, o masina de gaurit de vreo 5 ani si va fi realizata si o freza, dar aceasta comandata cu calculatorul pentru varianta cu surub trapezoidal. Asa cum afirma un coleg de pe forum in atelier este frig acum, dar sa vedem. Mirciulica from Temesvar
In legatura cu produse le ISEL unele dintre acestea le-am cumparat din RO. Urmeaza si altele cere sunt minim necesare. Oricum nu ma dau banii afara din casa. Tot ceea ce am afirmat azi pe sait este legat de practica si nu de teorie deoarece am realizat deja o parte din solutia strungului cu surub trapezoidal de aproape 3 ani, o masina de gaurit de vreo 5 ani si va fi realizata si o freza, dar aceasta comandata cu calculatorul pentru varianta cu surub trapezoidal. Asa cum afirma un coleg de pe forum in atelier este frig acum, dar sa vedem. Mirciulica from Temesvar
#2115
mirciulica
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 29-September 07
Postat 11 January 2008 - 11:49 PM
Buna seara si scuze ca revin.
Da este adevarat ca tot ceea ce realizez este pe structura de otel si mai putin de aluminiu. In legatura cu masa de tip cu canale T, mi se pare prea scumpa si ma voi apuca sa fac una din otel (de fapt o am dar este prea scurta, voi incerca sa gasesc o solutie, care se numeste masa cu orificii de prindere dispuse la distante egale, cu canale longitudinale inferioare pentru reducerea costurilor in prima faza dupa care voi face si solutia conventionala. De mai multe ori pe la fier vechi am gasit materiale pe care altfel as fi dat bani grei.
Deci ca sa revenim, ar fi util sa se faca distinctia intre solutia portala de masini CNC de prelucrare si cea a masinilor CNC de prelucrare mici sau conventionale cu precizie mai scazuta sau cu pretentii constructive mai scazute. Da unii ar spune dar suntem pe forumul modelistilor, da sunt de acord si tocmai de aceasta terbuie sa se aiba in vedere rolul, materialul si dimensiunea pieselor care sunt supuse procesului de prelucrare.
Mirciulica from Temesvar
Da este adevarat ca tot ceea ce realizez este pe structura de otel si mai putin de aluminiu. In legatura cu masa de tip cu canale T, mi se pare prea scumpa si ma voi apuca sa fac una din otel (de fapt o am dar este prea scurta, voi incerca sa gasesc o solutie, care se numeste masa cu orificii de prindere dispuse la distante egale, cu canale longitudinale inferioare pentru reducerea costurilor in prima faza dupa care voi face si solutia conventionala. De mai multe ori pe la fier vechi am gasit materiale pe care altfel as fi dat bani grei.
Deci ca sa revenim, ar fi util sa se faca distinctia intre solutia portala de masini CNC de prelucrare si cea a masinilor CNC de prelucrare mici sau conventionale cu precizie mai scazuta sau cu pretentii constructive mai scazute. Da unii ar spune dar suntem pe forumul modelistilor, da sunt de acord si tocmai de aceasta terbuie sa se aiba in vedere rolul, materialul si dimensiunea pieselor care sunt supuse procesului de prelucrare.
Mirciulica from Temesvar
#2116
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 12 January 2008 - 12:18 AM
Ba ar trebui sa fii rau, ca sa avem ce discuta.
Solutii de "pretensionare" stiu. In toate cataloagele sunt suporti pentru bucsi deschise. Am intrebat altceva.
Asta: "... cum realizezi fixarea unei bucsi cu bile, deschisa, intr-o carcasa? Cum sta bucsa in carcasa? Sa zicem ceva pentru diametrul barei de 12 mm ca sa fie ceva concret. "
N-am intrebat cum se face tensionarea ci cum se fixeaza o bucsa deschisa intr-o carcasa. Asta nu mai scrie in cataloage :)
LE
De ce zici asta: "ar fi util sa se faca distinctia intre solutia portala de masini CNC de prelucrare si cea a masinilor CNC de prelucrare mici sau conventionale cu precizie mai scazuta sau cu pretentii constructive mai scazute."?
La ce ar fi util? Si dupa ce facem distinctie intre ele ce facem? Printre picaturi, dezvolta ideea daca nu te-ai suparat prea tare pe mine!
Un surub cu bile e tot surub oriunde ar fi, un ghidaj bun e mai scurt sau mai lung, dar tot bun ramane. De ce sa facem distinctie intre ele? Modelistii n-au voie sa lucreze cu precizie mai buna de o sutime de mm? Sau crezi ca daca nu o obtin e ca nu stiu cum s-o faca? Toata problema ajunge la costuri. In principiu se pleaca de la o structura buna de masina si se simplifica pana ramane ceva din ea sa fie OK scopului propus. E careva care pleaca de la ideea de a construi o masina mai putin precisa din alt motiv decat cel legat de pretul materialelor?
Solutii de "pretensionare" stiu. In toate cataloagele sunt suporti pentru bucsi deschise. Am intrebat altceva.
Asta: "... cum realizezi fixarea unei bucsi cu bile, deschisa, intr-o carcasa? Cum sta bucsa in carcasa? Sa zicem ceva pentru diametrul barei de 12 mm ca sa fie ceva concret. "
N-am intrebat cum se face tensionarea ci cum se fixeaza o bucsa deschisa intr-o carcasa. Asta nu mai scrie in cataloage :)
LE
De ce zici asta: "ar fi util sa se faca distinctia intre solutia portala de masini CNC de prelucrare si cea a masinilor CNC de prelucrare mici sau conventionale cu precizie mai scazuta sau cu pretentii constructive mai scazute."?
La ce ar fi util? Si dupa ce facem distinctie intre ele ce facem? Printre picaturi, dezvolta ideea daca nu te-ai suparat prea tare pe mine!
Un surub cu bile e tot surub oriunde ar fi, un ghidaj bun e mai scurt sau mai lung, dar tot bun ramane. De ce sa facem distinctie intre ele? Modelistii n-au voie sa lucreze cu precizie mai buna de o sutime de mm? Sau crezi ca daca nu o obtin e ca nu stiu cum s-o faca? Toata problema ajunge la costuri. In principiu se pleaca de la o structura buna de masina si se simplifica pana ramane ceva din ea sa fie OK scopului propus. E careva care pleaca de la ideea de a construi o masina mai putin precisa din alt motiv decat cel legat de pretul materialelor?
Aceasta postare a fost editata de bitex: 12 January 2008 - 12:34 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2117
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 12 January 2008 - 12:45 AM
Si la mine e frig in atelier. Sunt totusi bucuros ca iarna e mai cald cu un grad decat afara.
Imagini atasate

Aceasta postare a fost editata de bitex: 12 January 2008 - 12:49 AM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2118
Cara
- Nou venit
-
- Grup: Members
- Postari: 3
- Inregistrat: 12-January 08
Postat 12 January 2008 - 02:24 PM
La multi ani va urez la toti. Sunt nou pe acest forum.M-am dus cu capu si am inceput sa toc banii pentru un router.Pina acum am luat abia ghidajele liniare (axele) , de la Mev2000.Acum incepe circul pentru mine .Nu gasesc motoare in Ro si nu sunt hotarit cum fac transmisia pe cremaliera sau pe surub si nu stiu ce fel de motoare sa folosesc stepper sau servo motoare . Ce ma sfatuiti ?Vreau sa fac un router zdravan 2000/2000 si sa aiba si viteza si precizie . Vreau sa frezez lemn .
Ce parere aveti despre controlerul de la hobbycnc.hu ?
Ce parere aveti despre controlerul de la hobbycnc.hu ?
#2119
g3rula
- Incepator
-
- Grup: Members
- Postari: 14
- Inregistrat: 12-January 08
Postat 12 January 2008 - 03:20 PM
Salut... tocmai mi-am luat din Germania un miniCNC router, gata asamblat, este o minifreza MF-70 de la Proxxon, comandata printr-o interfatza SMC1500... nu am software la el, ca nemtzii sunt foarte strictzi in privintza programelor piratate, programelele nu sunt scumpe, 30-100 de euro... insa ma intrebam daca nu are cineva vreun software crackuit, sa-l pot testa, ca mi-l cumpar oricum pe urma, ca cele crakuite au in general bug-uri... am incercat DEMOurile, care sunt o tampenie, ori te lasa ca pe prost sa scrii coordonate, ca la urma sa-tzi spuna ca butonul de "engrave" nu se activeaza decat la achizitzionarea softwareului, ori sunt in limba germana pe care nu o suport, ori nu te lasa sa scrii decat 50 de coordonate, care sunt insuficiente pt ce vreau eu sa fac... ca daca vroiam sa decupez cateva patratzele, puneam mana pe bonfaier! :)
...ceva de genul: PC-NC, CNCALL, Mach 2, Mach 3, CPVWin, Workout, etc...
p.s. vreau sa fie sub windows...
...ceva de genul: PC-NC, CNCALL, Mach 2, Mach 3, CPVWin, Workout, etc...
p.s. vreau sa fie sub windows...
Aceasta postare a fost editata de g3rula: 12 January 2008 - 03:35 PM
#2120
Aztec

- Membru
-
- Grup: Members
- Postari: 200
- Inregistrat: 20-February 04
Postat 12 January 2008 - 03:29 PM
g3rula, la 12 Jan 2008, 15:20, a spus:
Salut... tocmai mi-am luat din Germania un miniCNC router, gata asamblat, este o minifreza MF-70 de la Proxxon, comandata printr-o interfatza SMC1500... nu am software la el, ca nemtzii sunt foarte strictzi in privintza programelor piratate, programelele nu sunt scumpe, 30-100 de euro... insa ma intrebam daca nu are cineva vreun software crackuit, sa-l pot testa, ca mi-l cumpar oricum pe urma, ca cele crakuite au in general bug-uri... am incercat DEMOurile, care sunt o tampenie, ori te lasa ca pe prost sa scrii coordonate, ca la urma sa-tzi spuna ca butonul de "engrave" nu se activeaza decat la achizitzionarea softwareului, ori nu te lasa sa scrii decat 50 de coordonate, care sunt insuficiente pt ce vreau eu sa fac... ca daca vroiam sa decupez cateva patratzele, puneam mana pe bonfaier! :)
Pai, ar fi TurboCNC, freeware dar lucreaza in DOS, EMC pe Linux (tot freeware) si Mach3 in Windows. Pe asta din urma il folosesc si eu. Il poti incerca gratis, pe programe de maxim 1000 linii iar licenta e doar vreo 159 USD (desi merita mult mai mult)
Tell me and I forget it; show me and I remember; involve me and I understand.
#2122
mirciulica
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 29-September 07
Postat 12 January 2008 - 10:28 PM
Buna seara. Pentru cara. Datorita faptului ca vrei sa prelucrezi lemn este bine sa folosesti varianta cu cremailera. Cu surub este lung si scumpa solutia, precizia pe care o doresti sa o realizezi cred ca nu este foarte mare aprox. 0.1 mm. Deci revenind la afirmatiile anterioare pag.211 cred iti recomand solutia cu pinion, cremailera, cu motor pas cu pas de aprox 1.3 Nm cuplul motorului. Ghidarea este recomandabila sa se realizeze cu elemente intermediare de sprijin din minim 100 mm in 100 mm, pe bucse din bronz sau teflon, nu cred ca este necesara utilizarea elementelor cu rostogolire. Oricum daca frecarea este mica si motorul nu este incarcat la 2/3 din putere minim are probleme la comanda.
Cu motorul pas cu pas este in Bucuresti un furnizor de motoare si componente. Firma este din germania. Daca esti interesat in paginile anterioare a fost dezbatut subiectul despre aceasta firma.
Daca crezi ca te mai pot ajuta cu ceva intreabama raspund cu placere. Mirciulica
PS. In cursul saptamanii urmatoare voi veni si cu desene si date mai complete pentru solutia la care am dat preturi si voi continua achizitiile.
Toate cele bune.
Ca si solutie de comanda cred ca merge bine EMC 2 care se poate cobora cu CD de instalare pentru Linux si cu posibilitatea de comanda mai sigura decat sub WINDOWS. Eu merg pe aceasta varianta de comanda mai ales ca exista si sursa si se poate adapta cerintelor fiecaruia.
Cu motorul pas cu pas este in Bucuresti un furnizor de motoare si componente. Firma este din germania. Daca esti interesat in paginile anterioare a fost dezbatut subiectul despre aceasta firma.
Daca crezi ca te mai pot ajuta cu ceva intreabama raspund cu placere. Mirciulica
PS. In cursul saptamanii urmatoare voi veni si cu desene si date mai complete pentru solutia la care am dat preturi si voi continua achizitiile.
Toate cele bune.
Ca si solutie de comanda cred ca merge bine EMC 2 care se poate cobora cu CD de instalare pentru Linux si cu posibilitatea de comanda mai sigura decat sub WINDOWS. Eu merg pe aceasta varianta de comanda mai ales ca exista si sursa si se poate adapta cerintelor fiecaruia.
Aceasta postare a fost editata de mirciulica: 12 January 2008 - 10:31 PM
#2127
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 14 January 2008 - 03:22 PM
Uimeste-ne cu cateva poze sau rezultate! Personal, ma roade curiozitatea pe dinauntru... B)
Spor la treaba si felicitari!
Spor la treaba si felicitari!
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2129
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5664
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 14 January 2008 - 09:26 PM
Cu orice!
ORICE realizare in domeniu e de felicitat! Chiar daca nu misti axele, important e ca ai facut ceva si ca esti perseverent! Chiar daca le misti si rotind manual un surub, tot e OK. Pana si un mic CNC facut pe ghidaje din coada de matura e de apreciat. Scuze daca se intelege gresit! Rezultatul prelucrarii conteaza pana la urma, ca nu-i concurs de Miss.
Nu uitam ca ai muncit singur! Asa ca realizarea e cu atat mai mult de apreciat! Felicitari din nou ca ai facut ce ai facut si ca esti printre noi. Nu stiu daca te intereseaza, dar pentru noi conteaza sa fim cat mai multi!
Tinem legatura!
Spor la treaba!
ORICE realizare in domeniu e de felicitat! Chiar daca nu misti axele, important e ca ai facut ceva si ca esti perseverent! Chiar daca le misti si rotind manual un surub, tot e OK. Pana si un mic CNC facut pe ghidaje din coada de matura e de apreciat. Scuze daca se intelege gresit! Rezultatul prelucrarii conteaza pana la urma, ca nu-i concurs de Miss.
Nu uitam ca ai muncit singur! Asa ca realizarea e cu atat mai mult de apreciat! Felicitari din nou ca ai facut ce ai facut si ca esti printre noi. Nu stiu daca te intereseaza, dar pentru noi conteaza sa fim cat mai multi!
Tinem legatura!
Spor la treaba!
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#2130
TOMY
- ex Nimsoc
-
- Grup: Members
- Postari: 924
- Inregistrat: 17-May 07
Postat 15 January 2008 - 12:39 AM
Astazi am montat preliminar motoarele cu driverele lor. Le am de 2 saptamani dar in cutie.
E un kit de la Probotix.
Culmea este c-au functionat din prima. Asa cum am zis, am facut doar partea electronica. Masina inca n-am construit-o.
Am folosit ca soft Mach3 si AceConverter.
Ca probleme am constatat ca nu pornesc motoarele din prima cand ii dau start din Mach3( bineinteles dupa comanda reset).
Se si incalzesc rau dupa cateva min. de functionare. E normal?
Chiar si inainte de pornire a programului, din motoare se aude un bazait. Dupa pornire a programului, bazaitul se schimba dar motoarele nu pornesc, chiar daca pe ecran imi apare ca axele s-ar misca. Dupa cateva incercari succesive reusesc si ele sa porneasca.
Firele si toate conexiunile le-am verificat cu schema fir cu fir.
E un kit de la Probotix.
Culmea este c-au functionat din prima. Asa cum am zis, am facut doar partea electronica. Masina inca n-am construit-o.
Am folosit ca soft Mach3 si AceConverter.
Ca probleme am constatat ca nu pornesc motoarele din prima cand ii dau start din Mach3( bineinteles dupa comanda reset).
Se si incalzesc rau dupa cateva min. de functionare. E normal?
Chiar si inainte de pornire a programului, din motoare se aude un bazait. Dupa pornire a programului, bazaitul se schimba dar motoarele nu pornesc, chiar daca pe ecran imi apare ca axele s-ar misca. Dupa cateva incercari succesive reusesc si ele sa porneasca.
Firele si toate conexiunile le-am verificat cu schema fir cu fir.
Aceasta postare a fost editata de nimsoc: 15 January 2008 - 12:41 AM
#2132
Nadielf

- Membru
-
- Grup: Members
- Postari: 184
- Inregistrat: 01-September 05
- Gender:Male
- Location:Suceava
Postat 15 January 2008 - 10:50 AM
Pai ori au functionat din prima ori nu ?
Daca pornesc aleator iar sensul de rotatie e aleator trebuie sa verifici conexiunile de la motor unipolar/bipolar, serie/paralel (bobinele trebuiesc inseriate sfarsitul primei cu inceputul celei de a doua, la paralel inceputul primei cu inceputul celei de a doua si sfarsiturile la fel samd)
Motoarele se incalzesc mai tare daca sunt alimentate dar nu au comanda de rotire (cel putin la mine asa se intampla )
Daca se incalzesc mult prea tare e posibil sa fi furnizat curent mai mare motorului decat cel maxim admis (poti arde motorul !!!!)
De bazait bazaie si in repaos si cand se rotesc doar ca difera zgomotul.
Daca pornesc aleator iar sensul de rotatie e aleator trebuie sa verifici conexiunile de la motor unipolar/bipolar, serie/paralel (bobinele trebuiesc inseriate sfarsitul primei cu inceputul celei de a doua, la paralel inceputul primei cu inceputul celei de a doua si sfarsiturile la fel samd)
Motoarele se incalzesc mai tare daca sunt alimentate dar nu au comanda de rotire (cel putin la mine asa se intampla )
Daca se incalzesc mult prea tare e posibil sa fi furnizat curent mai mare motorului decat cel maxim admis (poti arde motorul !!!!)
De bazait bazaie si in repaos si cand se rotesc doar ca difera zgomotul.
#2133
Teo-Costin

- T.C.I.
-
- Grup: Members
- Postari: 1399
- Inregistrat: 13-June 07
- Gender:Male
- Location:BUCURESTI-Tineretului
Postat 15 January 2008 - 11:28 AM
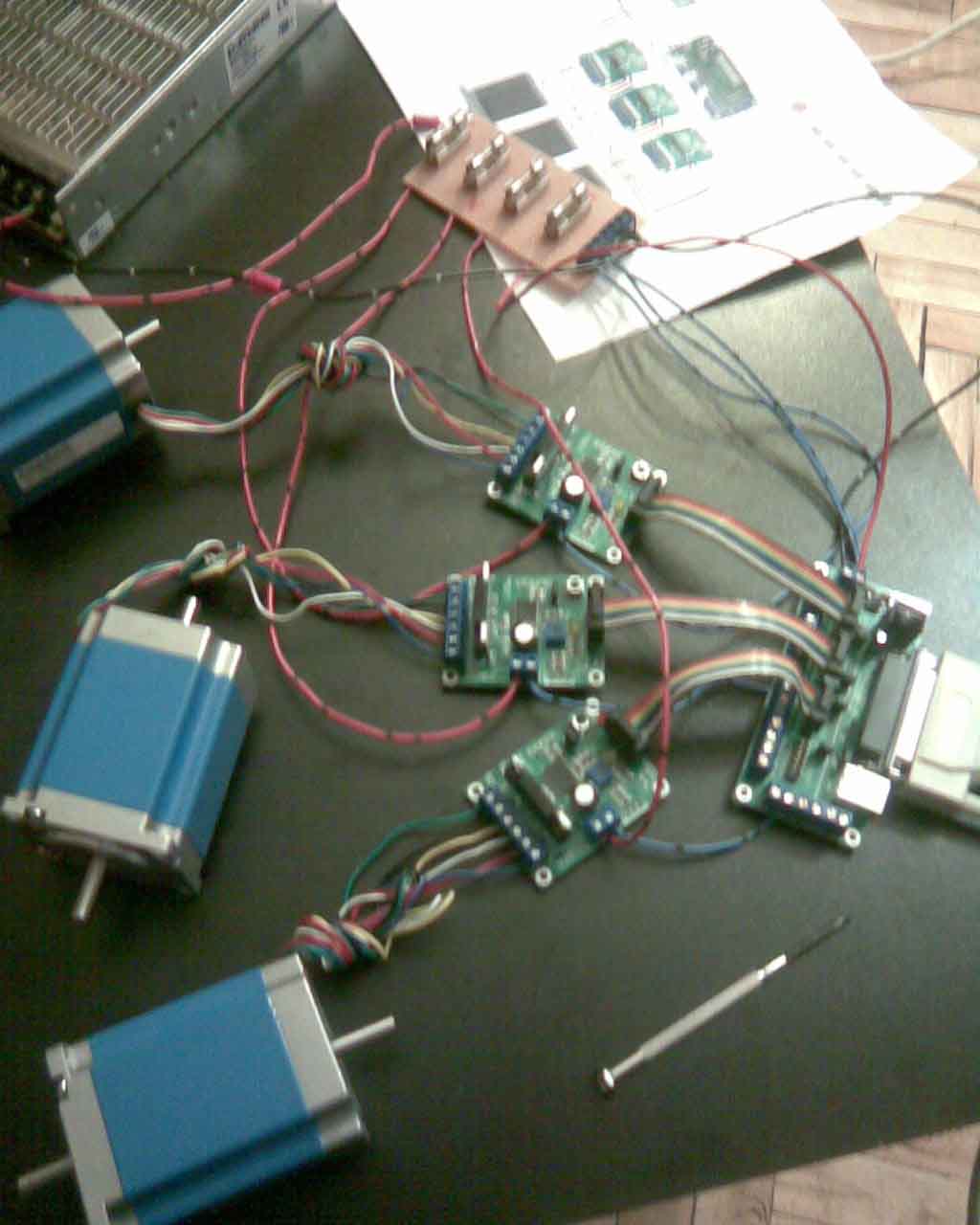
Eu si nimsoc ne-am tot jucat aseara cu ele, in primul rind sunt motoare unipolare, in al doilea rind firele sunt legate cum este in schema data la ei pe site (am sa pun si niste poze cu schemele), deci sarim si peste necunoscuta asta cu firele care nu sunt legate cum trebui.
Dupa cum se va putea vedea si in poza care urmeaza, pe placa-driver de care se leaga motorul, inaintea cuplei unde se leaga firele de la motor este o piesa verticala, neagra si cu doua colturi metalice, eh, acea piesa se inchinge de nu poti tine mana pe ea nici macar 1 secunda, dar asta numai daca motorul merge, daca decuplam motorul si pornim jucaria si Mach3-ul si ne jucam, atunci nu se mai inchinge nimic ceea ce ar fi normal caci nu exista sarcina.
Dupa cum se va putea vedea si in poza care urmeaza, pe placa-driver de care se leaga motorul, inaintea cuplei unde se leaga firele de la motor este o piesa verticala, neagra si cu doua colturi metalice, eh, acea piesa se inchinge de nu poti tine mana pe ea nici macar 1 secunda, dar asta numai daca motorul merge, daca decuplam motorul si pornim jucaria si Mach3-ul si ne jucam, atunci nu se mai inchinge nimic ceea ce ar fi normal caci nu exista sarcina.
Imagini atasate
Take the first step in faith. You don't have to see the whole staircase, just take the first step.
#2135
vrajitoru
- Membru
-
- Grup: Members
- Postari: 211
- Inregistrat: 10-July 07
Postat 15 January 2008 - 11:40 AM
Teo-Costin, la 15 Jan 2008, 11:28, a spus:
Eu si nimsoc este o piesa verticala, neagra si cu doua colturi metalice, eh, acea piesa se inchinge de nu poti tine mana pe ea nici macar 1 secunda
Piesa aia este inima acelei placi si este un circuit integrat :D puneti un radiator pe el ca altfel scapati repede de placa...
#2136
Teo-Costin
- T.C.I.
-
- Grup: Members
- Postari: 1399
- Inregistrat: 13-June 07
- Gender:Male
- Location:BUCURESTI-Tineretului
Postat 15 January 2008 - 12:09 PM
Mercic vrajitoru pentru info, la asta m-am gindit si eu dar problema este ce fel de radiator sa punem acolo si cum sa-l prindem caci nu prea este prea mult, banuiesc ca se pune radiatorul pe una din fetele laterale, nu?
Ce imi pare ciudat este, de ce se inchinge asa de tare, este normal sa se inchinga atit de tare? Inteleg ca se incalzeste dar chiar asa si dupa atit de putin timp de functionare? Masina ar trebui sa functioneze ceva timp iar acum se inchinge dupa nici 2 minute .....
Ne gindeam daca nu ar putea fi din setarile softului (Mach3), sa fi facut ceva pe acolo pe la setari?
Ce imi pare ciudat este, de ce se inchinge asa de tare, este normal sa se inchinga atit de tare? Inteleg ca se incalzeste dar chiar asa si dupa atit de putin timp de functionare? Masina ar trebui sa functioneze ceva timp iar acum se inchinge dupa nici 2 minute .....
Ne gindeam daca nu ar putea fi din setarile softului (Mach3), sa fi facut ceva pe acolo pe la setari?
Take the first step in faith. You don't have to see the whole staircase, just take the first step.
#2137
Teo-Costin
- T.C.I.
-
- Grup: Members
- Postari: 1399
- Inregistrat: 13-June 07
- Gender:Male
- Location:BUCURESTI-Tineretului
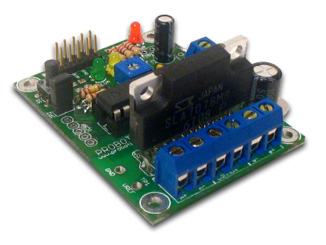
Postat 15 January 2008 - 12:10 PM
Poza cu kitul respectiv
Imagini atasate

Take the first step in faith. You don't have to see the whole staircase, just take the first step.
#2138
Teo-Costin
- T.C.I.
-
- Grup: Members
- Postari: 1399
- Inregistrat: 13-June 07
- Gender:Male
- Location:BUCURESTI-Tineretului
Postat 15 January 2008 - 12:13 PM
Poza cu schema de montare a kitului
Imagini atasate

Take the first step in faith. You don't have to see the whole staircase, just take the first step.
Arata acest topic










1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
