 Ajutor
Ajutor





Recunosc ca sunt cam "noob" in routere CNC si s-ar putea sa pun si intrebari idioate.
Ma ocup cu modelismul feroviar si am achizitionat acest 3018 Pro pentru PCB-uri.
Pina ajunge doresc sa ma lamuresc cu cateva aspecte ,
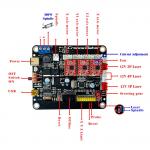
- switch-urile pentru capat de cursa trebuie sa fie NO sau NC ?
-ce reprezinta mufa "steering gear"
-vad 2 mufe pentru axa y : y1 si y2 , care se foloseste ?
Multumesc anticipat pentru lamuriri.
 Citare Multipla
Citare Multipla













