 Ajutor
Ajutor


Intrebare .... cu un CNC ( routter China ) as dorii sa " rectific " un profil din aluminiu pentru a plana o latura .
Suprafata nu este mare ca latime .. 30 mm si lung de 1300 mm si in timp a suferit mici " atingeri " care i-au stricat
suprafata ... am incercat pe un circular de tamplarie sa il atingem cu pastilele de la panza dar nu a iesit ce trebuie
.. am si gresit luand prea mult din el la prima trecere si neavand nici un sistem de ghidare prea grozav ... impins manual
cu o rigla de PAL ca delimitare a cursei .
Nu stiu ce fel de freza sa punem in penseta ca parte activa , aschietoare .... pentru a obtine o suprafata cat mai
curata ....si as avea nevoie de un sfat
Multumesc anticipat
Pagina 1 din 1
- Nu puteti crea un topic nou
 Raspuns nou
Raspuns nou
Ce tip de freza ?
#1
 REAL DESIGN
REAL DESIGN 
- R.D.
-

- Grup: Members
- Postari: 5482
- Inregistrat: 24-May 08
- Gender:Male
- Location:Bucuresti -
Postat 31 July 2017 - 03:50 PM
Warn Warn Warn Warn Warn Warn .. for ever !
 Citare Multipla
Citare Multipla
#2
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 03 August 2017 - 10:16 AM
 REAL DESIGN, la 31 July 2017 - 03:50 PM, a spus:
REAL DESIGN, la 31 July 2017 - 03:50 PM, a spus:
Intrebare .... cu un CNC ( routter China ) as dorii sa " rectific " un profil din aluminiu pentru a plana o latura .
Suprafata nu este mare ca latime .. 30 mm si lung de 1300 mm si in timp a suferit mici " atingeri " care i-au stricat
suprafata ... am incercat pe un circular de tamplarie sa il atingem cu pastilele de la panza dar nu a iesit ce trebuie
.. am si gresit luand prea mult din el la prima trecere si neavand nici un sistem de ghidare prea grozav ... impins manual
cu o rigla de PAL ca delimitare a cursei .
Nu stiu ce fel de freza sa punem in penseta ca parte activa , aschietoare .... pentru a obtine o suprafata cat mai
curata ....si as avea nevoie de un sfat
Multumesc anticipat
Suprafata nu este mare ca latime .. 30 mm si lung de 1300 mm si in timp a suferit mici " atingeri " care i-au stricat
suprafata ... am incercat pe un circular de tamplarie sa il atingem cu pastilele de la panza dar nu a iesit ce trebuie
.. am si gresit luand prea mult din el la prima trecere si neavand nici un sistem de ghidare prea grozav ... impins manual
cu o rigla de PAL ca delimitare a cursei .
Nu stiu ce fel de freza sa punem in penseta ca parte activa , aschietoare .... pentru a obtine o suprafata cat mai
curata ....si as avea nevoie de un sfat
Multumesc anticipat
Fly-cutter mic. Turatia trebuie gasita prin incercari in functie de cat de solid este portalul (avand in vedere ca este o scula asimetrica ca centru de greutate va avea tendinta sa fuleze).
#3
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5662
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 03 August 2017 - 10:27 AM
Poti folosi si o freza "deget" normala dar ai de facut mai multe treceri.
Si ceva mai multa rabdare pe langa...
Si ceva mai multa rabdare pe langa...
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#4
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 03 August 2017 - 12:27 PM
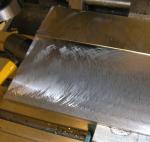
Fly Cutter ... ai nevoie de o singura trecere , corect ? Problema apare la geometria masinii , respectiv , cat
de perpendicular cade motorul pe masa de lucru / piesa de frezat . Daca e stramb , taie prost ... Teoretic , la frezarea
propriuzisa , in spatele cutter-ului ar trebui sa vezi un finish cam asa ...
de perpendicular cade motorul pe masa de lucru / piesa de frezat . Daca e stramb , taie prost ... Teoretic , la frezarea
propriuzisa , in spatele cutter-ului ar trebui sa vezi un finish cam asa ...
Thumbnail atasat
#5
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 03 August 2017 - 12:29 PM
Finish-ul ala e nitel cam grosier , ideea e sa vezi clar cum trebuie sa cada cutter-ul pe material . La aluminiu ,
dai cu RPM mare , avans mic , si DOC de max. 0,1 - 0,2mm , si iese oglinda .
succes.
dai cu RPM mare , avans mic , si DOC de max. 0,1 - 0,2mm , si iese oglinda .
succes.
#6
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5662
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 03 August 2017 - 01:36 PM
Ideal e un fly cutter cum toata lumea spune. Dar eu iau putin lucrurile altfel si le complic, dupa cum imi este obiceiul. Sper sa nu supar OMUL, dar in general cand cineva intreaba, de regula ori nu stie ori stie dar nu e sigur (sau ultima varianta e sa dea vina pe celialti daca greseste http://www.rhcforum.ro/public/style_emoticons/default/yahoo.gif ). Si aproape sigur nu are cutit zburator ca atunci stia si-l folosea de la inceput.
De ce nu recomand cutitul zburator:
- presupun ca nu-l are si trebuie sa-l confectioneze sau sa-l cumpere. Nu-i grava problema, oricum e util unul la casa omului.
- tot face 2-3 treceri pana indreapta materialul ca nu stie de la inceput cat are de luat si presupun ca nu se arunca in material ca vulturul.
- ca sa vada perpendicularitatea Z-ului (si ascutirea cutitului) trebuie sa intre cel putin cat diametrul sculei, sa vada cum ramane frezarea la iesire. Daca ceva nu-i in regula nu poate schimba mare lucru.
- cu cutitul zburator chiar e nevoie de experienta (ascutire corecta, prinderea materialului, regim...).
De ce recomand orice freza deget (sa zicem ceva in gama de 6-10 mm diametru si angajare potrivita):
- toata lumea stie sa o foloseasca bine sau macar binisor.
- indiferent de aliniere, vor rezulta multe "santuri" concave. Adica dese si paralele, dar in ansamblu suprafata de asezare ramane plana, cu "scobiturile" de rigoare.
- daca ceva nu e reglat bine la regim, se observa dupa primii mm de aschiere si e loc de multe reglaje.
- e mai ieftin la capitolul scula.
Ca dezavantaj major: prelucrare mai "scumpa" la capitolul timp.
Eu folosesc cutit zburator cand pot si merita osteneala, altfel merg pe planare clasica, cu ce imi este accesibil. Ideea era ca in lipsa de ceva ideal, se poate si fara.
Dar repet, ideal ar fi fost cu cutitul zburator. Nu mai vorbim de aspectul suprafetei. Curat oglinda daca totul e OK.
De ce nu recomand cutitul zburator:
- presupun ca nu-l are si trebuie sa-l confectioneze sau sa-l cumpere. Nu-i grava problema, oricum e util unul la casa omului.
- tot face 2-3 treceri pana indreapta materialul ca nu stie de la inceput cat are de luat si presupun ca nu se arunca in material ca vulturul.
- ca sa vada perpendicularitatea Z-ului (si ascutirea cutitului) trebuie sa intre cel putin cat diametrul sculei, sa vada cum ramane frezarea la iesire. Daca ceva nu-i in regula nu poate schimba mare lucru.
- cu cutitul zburator chiar e nevoie de experienta (ascutire corecta, prinderea materialului, regim...).
De ce recomand orice freza deget (sa zicem ceva in gama de 6-10 mm diametru si angajare potrivita):
- toata lumea stie sa o foloseasca bine sau macar binisor.
- indiferent de aliniere, vor rezulta multe "santuri" concave. Adica dese si paralele, dar in ansamblu suprafata de asezare ramane plana, cu "scobiturile" de rigoare.
- daca ceva nu e reglat bine la regim, se observa dupa primii mm de aschiere si e loc de multe reglaje.
- e mai ieftin la capitolul scula.
Ca dezavantaj major: prelucrare mai "scumpa" la capitolul timp.
Eu folosesc cutit zburator cand pot si merita osteneala, altfel merg pe planare clasica, cu ce imi este accesibil. Ideea era ca in lipsa de ceva ideal, se poate si fara.
Dar repet, ideal ar fi fost cu cutitul zburator. Nu mai vorbim de aspectul suprafetei. Curat oglinda daca totul e OK.
Aceasta postare a fost editata de bitex: 03 August 2017 - 01:38 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#7
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 03 August 2017 - 08:50 PM
Un flycutter este cel ce-ti da un finish foarte bun intr-adevar daca celelalte conditii sunt indeplinite -alinieri, rigiditate cat de cat. Asa cum stim cu totii, avantajul unui fly cutter este ca este single point cutting tool; o freza racleaza suprafata cu toata suprafata cutitului. La routere pentru lemn si light aluminium milling dezavantajul este ca ar putea intra usor in vibratie datorita cum spuneam faptului ca este o scula excentrica. Bara care are muchia taietoare (sau varful taietor) are o masa (in sensul de greutate) apropiata de corpul flycutter-ului. O alta varianta este un flycutter cu pastila. Exista insa flycuters mai voluminoase - pentru freze serioase - care au un taler care este mult mai greu decat partea taietoare. Mi se pare o ideea excelenta sa maresti greutatea talerului de prindere al barei/lamelei taietoare, ca sa castigi uniformitate in rotatie. Uite aici un exemplu, care din pacate nu-l putem noi aplica, dar exemplifica ideea care poate fi reprodusa la o scara mai mica.
https://youtu.be/reQxZOjaNaA
https://youtu.be/reQxZOjaNaA
#8
LaserCut

- Senior
-
- Grup: Members
- Postari: 289
- Inregistrat: 08-November 12
- Gender:Male
- Location:Bucuresti
Postat 03 August 2017 - 09:00 PM
Exista freze pentru planat speciale pentru nemetale. Cutitul zburator nu cred ca poate fi folosit cu succes pe un cnc pentru lemn datorita turatiei destul de mari, pot aparea vibratii deloc neglijabile. Altefl poti folosi o freza deget cu 1-2 dinti de diametru cat mai mare.
Aceasta postare a fost editata de LaserCut: 03 August 2017 - 09:00 PM
#9
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5662
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 03 August 2017 - 10:26 PM
Desi pare ca tin cu ursul, eu stiu ca cine isi face un cutit zburator are si imaginatia sa-l echilibreze macar static. Cu oarece experienta se echilibreaza si dinamic. Pe de alta parte, cam ce este in comert tinde spre o echilibrare bunisoara. Teoretic n-ar trebui sa existe vibratii, dar asa cum ai zis, la turatii mari ele pot sa apara.
Ma retrag pentru vreo 2 saptamani mai spre munte asa ca nu mai pun paie pe foc inutil. Spor la treaba tuturor!
PS. Mai degraba vibratiile apar nu din neasimetria sculei cat din prelucrare si mai exact din regimul ales.
Ma retrag pentru vreo 2 saptamani mai spre munte asa ca nu mai pun paie pe foc inutil. Spor la treaba tuturor!
PS. Mai degraba vibratiile apar nu din neasimetria sculei cat din prelucrare si mai exact din regimul ales.
Aceasta postare a fost editata de bitex: 03 August 2017 - 10:28 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#10
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 03 August 2017 - 10:37 PM
LaserCut, la 03 August 2017 - 09:00 PM, a spus:
Exista freze pentru planat speciale pentru nemetale. Cutitul zburator nu cred ca poate fi folosit cu succes pe un cnc pentru lemn datorita turatiei destul de mari, pot aparea vibratii deloc neglijabile. Altefl poti folosi o freza deget cu 1-2 dinti de diametru cat mai mare.
https://youtu.be/wDyusnsgsHI
Arata acest topic










Pagina 1 din 1
- Nu puteti crea un topic nou
- Raspuns nou
1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
