 Ajutor
Ajutor



5 axe cu chinezoaica la pachet? Hmmm... Ce preț? :) :)
- Nu puteti crea un topic nou
 Raspuns nou
Raspuns nou
CNC cu 5 axe
 Citare Multipla
Citare Multipla
#33
 La Trovanti
La Trovanti 
- Membru
-

- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 10 March 2017 - 09:12 AM
http://www.ebay.com/...LUAAOSwA4dWH2dg
Varianta gata facuta.
In continuare as prefera opinii despre realizarea programului.
Varianta gata facuta.
In continuare as prefera opinii despre realizarea programului.
#35
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 10 March 2017 - 12:14 PM
Se poate face programul G code pentru 5 axe.
Se porneste de la criterii precum perpendicularitatea sculei pe suprefata de taiere, sa nu intre in piesa cand se pozitioneaza si altele care nu le stiu. Nu dau 3000 de euro pentru program.
Se porneste de la criterii precum perpendicularitatea sculei pe suprefata de taiere, sa nu intre in piesa cand se pozitioneaza si altele care nu le stiu. Nu dau 3000 de euro pentru program.
Aceasta postare a fost editata de La Trovanti: 10 March 2017 - 12:15 PM
#36
bitex
- MEGA Membru
-

- Grup: MODERATOR
- Postari: 5662
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 10 March 2017 - 12:46 PM
Daca nu dai banii, inseamna ca trebuie sa ne ajuti sa facem o lista cu ce programe pot genera fisierul G-code pentru 5 axe simultan. Vedem dupa aia ce il poate trimite el masina. Stim noi de ce avem nevoie de lista...
Eu stiu de Catia ca face 5 axe. Parca si VisualMill. Cu astea am lucrat, dar nu pe 5 axe.
Eu stiu de Catia ca face 5 axe. Parca si VisualMill. Cu astea am lucrat, dar nu pe 5 axe.
Aceasta postare a fost editata de bitex: 10 March 2017 - 12:48 PM
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#37
La Trovanti
- Membru
-
- Grup: Members
- Postari: 119
- Inregistrat: 07-January 15
- Gender:Male
- Location:Horezu
- Interests:http://www.cazare-horezu-pensiuni.ro/
Postat 10 March 2017 - 01:29 PM
Nu am lucrat in Catia nici in VisualMill.
Am facut observatia mai devreme ca daca freza nu este perpendiculara pe suprafata se adauga eroare functie de geometria frezei. Nu stiu cat este compensata geometri frezei de program cand taie la unghi diferit de 90 de grade.
Banuiesc ca nu a verificat nimeni precizia la o taiere pe 4 axe ?!
Daca o piesa se poate face in 4 axe cu orientarea sculei 0 la 90 de grade( Bitex), de ce s-a mai facut cnc 5 axe ? Eu cred ca sa tina freza perpendiculara pe suprafata de taiere, pentru precizie. Gresesc ?
De ce sa folosim 5 axe cand putem lucra o piesa in 3 si 4 axe ?
Am facut observatia mai devreme ca daca freza nu este perpendiculara pe suprafata se adauga eroare functie de geometria frezei. Nu stiu cat este compensata geometri frezei de program cand taie la unghi diferit de 90 de grade.
Banuiesc ca nu a verificat nimeni precizia la o taiere pe 4 axe ?!
Daca o piesa se poate face in 4 axe cu orientarea sculei 0 la 90 de grade( Bitex), de ce s-a mai facut cnc 5 axe ? Eu cred ca sa tina freza perpendiculara pe suprafata de taiere, pentru precizie. Gresesc ?
De ce sa folosim 5 axe cand putem lucra o piesa in 3 si 4 axe ?
#38
bitex
- MEGA Membru
-
- Grup: MODERATOR
- Postari: 5662
- Inregistrat: 02-December 02
- Gender:Male
- Location:Bucuresti, Sector 6
Postat 10 March 2017 - 01:43 PM
 La Trovanti, la 10 March 2017 - 01:29 PM, a spus:
La Trovanti, la 10 March 2017 - 01:29 PM, a spus:
Nu am lucrat in Catia nici in VisualMill.
Am facut observatia mai devreme ca daca freza nu este perpendiculara pe suprafata se adauga eroare functie de geometria frezei. Nu stiu cat este compensata geometri frezei de program cand taie la unghi diferit de 90 de grade.
Banuiesc ca nu a verificat nimeni precizia la o taiere pe 4 axe ?!
Daca o piesa se poate face in 4 axe cu orientarea sculei 0 la 90 de grade( Bitex), de ce s-a mai facut cnc 5 axe ? Eu cred ca sa tina freza perpendiculara pe suprafata de taiere, pentru precizie. Gresesc ?
De ce sa folosim 5 axe cand putem lucra o piesa in 3 si 4 axe ?
Am facut observatia mai devreme ca daca freza nu este perpendiculara pe suprafata se adauga eroare functie de geometria frezei. Nu stiu cat este compensata geometri frezei de program cand taie la unghi diferit de 90 de grade.
Banuiesc ca nu a verificat nimeni precizia la o taiere pe 4 axe ?!
Daca o piesa se poate face in 4 axe cu orientarea sculei 0 la 90 de grade( Bitex), de ce s-a mai facut cnc 5 axe ? Eu cred ca sa tina freza perpendiculara pe suprafata de taiere, pentru precizie. Gresesc ?
De ce sa folosim 5 axe cand putem lucra o piesa in 3 si 4 axe ?
Da, daca freza nu este sferica (si raza foarte mica) geometria nu este realizata perfect. Dar asta o sa se intample si la 5 axe.
S-au facut alea cu 5 axe ca nu orice geometrie poate fi facuta in 4 axe. Cu freza sferica, perpendicular pe suprafata, se obtin majoritatea detaliilor. Nu e problema de precizie.
Parerea mea e ca se lucreaza cu 5 axe ca sunt forme care nu se pot obtine in 4 sau 3. Daca putem lucra piesa in 3 sau 4, nu o facem in 5 doar din cauza preciziei.
Adresa email: bitex25@yahoo.com
Telefon: 0721 385365
Telefon: 0721 385365
#39
florianmro
- Senior
-
- Grup: Members
- Postari: 422
- Inregistrat: 10-May 16
- Gender:Male
- Location:Bucuresti
Postat 10 March 2017 - 02:04 PM
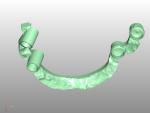
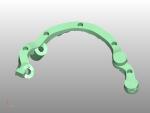
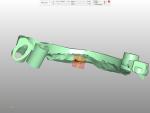
5 axe a fost creeata pentu a se putea realiza forme cu geometrii complexe dar nu inseamna ca aceste forme se vor realiza prin pozitionarea sculei in raport cu suprafata materialului la un unghi de 90 de grade . In general se folosesc freze cu cap rotund ( ball nose sau bull nose ) , sunt foarte versatile . Cel mai reprezentativ este modul de realizare a unei turbine cu ajutorul masinii cu 5 axe , deja a devenit clasic. Vreau sa prezint o structura (bara pe implanturi ) care se poate freza doar in 5 axe .Am cautat pozitiile cele mai reprezentative inclusiv o sectiune .
Thumbnail atasat
#40
fanefane

- Senior
-
- Grup: Members
- Postari: 254
- Inregistrat: 20-January 09
- Gender:Male
Postat 10 March 2017 - 07:17 PM
Eu pentru 4 axe pentru a genera codul am folosit PowerMill ,
daca folosesti o suprafata de proiectie interioara atunci freza va fi tot timpul perpendiculara pe acea suprafata ca in film nu perpendiculara pe axa de rotatie.
Powermil 4 axis
Poate genera codul si pentru 5 axe este un program destept.
Se gasesc postprocesoare pentru diferite masini cnc , si mai ales se pot edita in functie de cerinte, asta cine se pricepe.
daca folosesti o suprafata de proiectie interioara atunci freza va fi tot timpul perpendiculara pe acea suprafata ca in film nu perpendiculara pe axa de rotatie.
Powermil 4 axis
Poate genera codul si pentru 5 axe este un program destept.
Se gasesc postprocesoare pentru diferite masini cnc , si mai ales se pot edita in functie de cerinte, asta cine se pricepe.
#41
sebba

- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 11 March 2017 - 01:07 PM
La Trovanti, la 10 March 2017 - 01:29 PM, a spus:
Am facut observatia mai devreme ca daca freza nu este perpendiculara pe suprafata se adauga eroare functie de geometria frezei. Nu stiu cat este compensata geometri frezei de program cand taie la unghi diferit de 90 de grade.
Banuiesc ca nu a verificat nimeni precizia la o taiere pe 4 axe ?!
Daca o piesa se poate face in 4 axe cu orientarea sculei 0 la 90 de grade( Bitex), de ce s-a mai facut cnc 5 axe ? Eu cred ca sa tina freza perpendiculara pe suprafata de taiere, pentru precizie. Gresesc ?
De ce sa folosim 5 axe cand putem lucra o piesa in 3 si 4 axe ?
Banuiesc ca nu a verificat nimeni precizia la o taiere pe 4 axe ?!
Daca o piesa se poate face in 4 axe cu orientarea sculei 0 la 90 de grade( Bitex), de ce s-a mai facut cnc 5 axe ? Eu cred ca sa tina freza perpendiculara pe suprafata de taiere, pentru precizie. Gresesc ?
De ce sa folosim 5 axe cand putem lucra o piesa in 3 si 4 axe ?
ce vrei sa zici cu "freza nu este perpendiculara pe suprafata"?
in 4 sau 5 axe softul stie geometria frezei si traseul ei prin material la toate unghiurile necesare
exista optiuni de lucru care determina si modul in care este "atacat" materialul de catre freza (tangential, radial etc)
din punctul asta de vedere as prefera sa fac un "surface machining" cu o freza cilindrica si nu cu o freza ballnose
si aici este avantajul 4-5 axe, ca te lasa sa orientezi freza astfel incat sa obtii cele mai bune finish-uri
altfel ajungi la "scallop" si ca sa il scoti pe ala mic ai nevoie de multe (dese) treceri
un ballnose ar ramane de preferat doar la suprafete concave dar la alt tip de suprafete freza cilindrica devine mult mai eficienta
si 5 axe se folosesc, asa cum zicea si colegul mai devreme, pentru ca nu poti face acelasi lucru din 4 axe si dintr-o singura prindere
poti face mai multe prinderi dar asta nu mai este 4-5 axe simultan si orice repozitionare a piesei pentru frezare din alt unghi genereaza complicatii si chiar erori de repozitionare
as prefera sa raman in abaterile unui sistem full 5 mai slabut axe decat sa am 3 axe "perfecte" si sa ma lovesc apoi de erori de repozitionare si dispozitive aditionale de fixare
plus avantajul ca pot prinde materialul pe masa aproape oricum si apoi sa ii corectez pozitia din cele doua axe rotative si "working coordinates"
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
#42
steelmind
- Membru de onoare
-
- Grup: Members
- Postari: 934
- Inregistrat: 17-December 13
- Gender:Male
- Location:Bucuresti
- Interests:Materie de orice natura, Arhiectura, Design de produs,
Postat 11 March 2017 - 03:40 PM
sebba, la 11 March 2017 - 01:07 PM, a spus:
as prefera sa raman in abaterile unui sistem full 5 mai slabut axe decat sa am 3 axe "perfecte" si sa ma lovesc apoi de erori de repozitionare si dispozitive aditionale de fixare
plus avantajul ca pot prinde materialul pe masa aproape oricum si apoi sa ii corectez pozitia din cele doua axe rotative si "working coordinates"
Asta merge foarte bine la lemn/plastice sau la aluminiu de estetica (sculpturi etc). La precizie insa (matrite, prelucrari alezaje pe axe inclinate, etc) nu merge cu abateri, dar aici vine harmonic drive in existenta si brosele alea nesimtite cu iso 40/50 actionate de 10-15 kw.
Aceasta postare a fost editata de steelmind: 11 March 2017 - 03:40 PM
#43
sebba
- Senior
-
- Grup: Members
- Postari: 479
- Inregistrat: 31-July 09
- Gender:Male
- Location:Bucuresti
- Interests:sailing...
Postat 11 March 2017 - 04:59 PM
Da, clar, dar incercam sa prezint situația pentru aceeași mașină, cu aceleași toleranțe.
Adică as prefera o mașină făcută în condițiile noastre și care să aibe o anumită precizie menținută la nivel de 5 axe in locul unei mașini foarte performante dar doar in 3 axe și care să îmi impună repozitionari prin diverse dispozitive
Bineînțeles că depinde de caz, de cantitate, de multe variabile, la fel cum e și cu alte lucrări abordabile în zona noastră de lucru
O serie mare ajunge să justifice inclusiv turnare de material și apoi frezare la nivel de finish dar pentru unicate avem de multe ori de muncit mai mult la programare, pregătire și alte operațiuni adiacente și mai tot timpul ne adaptam la ce avem și nu la ce ne-am dori
Adică as prefera o mașină făcută în condițiile noastre și care să aibe o anumită precizie menținută la nivel de 5 axe in locul unei mașini foarte performante dar doar in 3 axe și care să îmi impună repozitionari prin diverse dispozitive
Bineînțeles că depinde de caz, de cantitate, de multe variabile, la fel cum e și cu alte lucrări abordabile în zona noastră de lucru
O serie mare ajunge să justifice inclusiv turnare de material și apoi frezare la nivel de finish dar pentru unicate avem de multe ori de muncit mai mult la programare, pregătire și alte operațiuni adiacente și mai tot timpul ne adaptam la ce avem și nu la ce ne-am dori
---
Gone Sailing! S/Y Haimana
Gone Sailing! S/Y Haimana
Arata acest topic










- Nu puteti crea un topic nou
- Raspuns nou
1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
