Ajutor
Ajutor







Multumesc Gabriel !
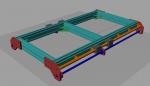
Denumirea “ Low Cost “ este cea mostenita de la modelul anterior si face referire la faptul ca este proiectat a se executa din cele mai accesibile componente care sa asigure - cel putin la nivel teoretic - prelucrari in materiale moi mdf / corian in limita unor tolerante apropiate de 0,1 mm.
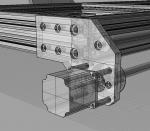
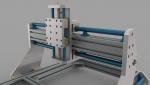
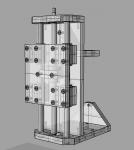
Constructia presupune utilizarea profilelor de aluminiu de la ITEM si a placilor de aluminiu laminat 6082 de 15 respectiv 20 mm , axe suspendate de 25 si 16 mm iar singura exceptie de la “ mai ieftin nu se cade “ facand suruburile cu bile in defavoarea suruburilor trapezoidale .
E important sa stiti ca sunt absolut incepator in domeniul prelucrarilor prin aschiere si a masinilor unelte , formatia mea profesionala nu s-a intersectat prea des cu acest domeniu , dar consider ca investesc mult timp in documentare sunt un autodidact si am dorinta de a construi o masina ca cea de mai jos . Mentionez asta ca sa treceti cu vederea modul atehnic de exprimare si abordarile “plicticoase” la care voi solicita suport din partea voastra , a celor cu experienta !
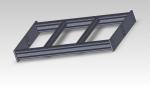
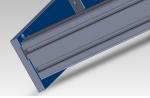
Mai jos schitele , ele sunt disponibile in mai multe vederi si aici :

 Citare Multipla
Citare Multipla