Ajutor
Ajutor






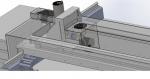
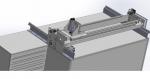
Tocmai m-am apucat de constructia unei masini noi. Destul de dificila, deoarece va fi o combinatie intre un VMC si router. Ma voi folosi de sasiul de fonta de la VMC, pentru rigiditate, si ii voi adauga axe mai lungi. x 1000, y 800, z100 (plus 300 manual din masa)
As avea cateva nedumeriri:
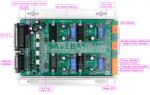
Spindle - folosesc unul dinala chinezesc de 2.2kw si VFD Huanyang. As dori sa il leg la controller. In atasament sunt cateva poze cu controller-ul. Pe viitor il voi schimba cu varianta de drivere si controller separate. Dar, deocamdata pe asta il am si de el trebuie sa ma folosesc. VFD-ul am inteles ca are nevoie pana in 10v de la controller. Eu am doua output-uri, dar de 5v. Ce se va intampla odata legat? nu va merge la capacitatea totala? plus ca din schema, vad ca ar trebui sa plec catre VFD odata din Output-ul de Mill, si apoi din cele doua output-uri de 5v? Out1 si Out2
- am lucrat cu spindle-ul in MDF, Forex, Plexi, Bond etc, si-a facut foarte bine treaba. Insa nu stiu la aluminiu, sau otel, la turatie mai mica, are forta in el? E desfacut deja, si nu mai am cum sa incerc pana nu termin cu noua masinarie. A mai folosit cineva la aluminiu la turatie mica?
Touch probe - as folosi doar pentru calibrarea la Z dupa schimbul frezei. Ideea ar fi sa ii dau un punct izolat in masa, la care sa leg 5v. Masa fiind legata la impamantare, ar trebui sa inchida circuitul in momentul in care freza atinge acel punct. Am vazut ca este ceva plugin pentru Mach3 pentru treaba asta. Dar, cei 5v, de unde ii iau? De unde plec si cu firul pentru Spindle? sau de unde leg capetele de linie? Normal, asta va functiona ca si un capat de linie, deci... de asemenea, se intampla ceva daca leg toate capetele de linie si Estop-ul, intre ele, in asa fel incat sa actioneze ca si unul singur?
Pendant - ma gandesc sa folosesc o maneta de XBox plus Mach plugin. A mai incercat cineva?
Pana acum am folosit spindle-ul manual, fara sa fie legat. Estop si capete nu am folosit. N-am vrut sa am probleme cu interferentele, si tinand cont ca lucram doar eu pe router a fost ok. In schimb, acum vor lucra mai multe persoane pe masinarie, si ar cam trebui sa le implementez.
Ce cabluri imi recomandati pentru tot sistemul sa nu am probleme cu interferentele?
Eu am folosit cablu de retea ecranizat, iar cablul de la spindle era tras intr-o camasa metalica (copex sau cum se numeste) legat la impamantare. Sunt alte solutii? Ma cam tem cu capetele de linie.
Deocamdata atat, dar stiu sigur ca vor mai aparea "bube" pe parcurs,
Multumesc anticipat,
Mihai
Multumesc anticipat,
Mihai

 Citare Multipla
Citare Multipla