 Ajutor
Ajutor


Citind pe forum si forumurile din strainatate am tot intalnit in constructia masinilor CNC aluminiu mic 6. Am inceput sa ma documentez si am observat ca este disponibil doar in America. Un alt lucru interesant este ca multa lume spune ca este rectificat(grounded) lucru pe care nu l-am vazut in nici o documntatie tehnica a producatorilor( http://www.alcoa.com...talog/mic-6.pdf ) ci este frezat de precizie(in gneral aluminiu nici nu se poate rectifica deorece se lipeste pe piatra) .
Transportul unei astefel de placi din SUA + taxe este foarte mare asa ca am cautat o alternativa. La firma amari ( http://www.amari.ro ) au un tip de table groase numit ALPLAN care au aceleasi specificatii cu mic 6. Procedeul de obtinere este acelasi adica turnare continua+ frezare, iar tolerantele dimensionale sunt aceleasi. Firma livreaza orice dimensiune dorita, eu am cerut pretul pentru o tabla de 20 petru a o folosi pe post de placa de baza si a iesit undeva la 10 eur pe kg, pentru bucati mai mici cred ca este un pic mai mare. Mie mi se pare un pret corect echivant cu cel SUA iar transportul din cate ma intels este 1 ron pe kg.
Deasemenea au si alte tipuri de aliaje de aluminiu mai ieftine(nu stiu cu cat) care se pot comanda la dimensiunea dorita.
Am vrut sa impartasesc aceasta mica desoperire doerece cred ca sunt multe personae care au nevoie de aluminiu si nu stiu de unde se poate procura.
Pagina 1 din 1
- Nu puteti crea un topic nou
 Raspuns nou
Raspuns nou
Aluminiu pentru CNC mic 6/alplan
 Citare Multipla
Citare Multipla
#2
 katran
katran 
- MEGA Membru
-

- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 20 February 2010 - 12:57 PM
Super info ... cu unele precizari : Amari nu comercializeaza aliaje seriile 60 si 70 ( 6061 T6 , 7075 , etc ) . N-ar fi o problema , doar ca
prelucrarile mecanice ( frezare , debitare ) nu sunt chiar excelente ... Oricum , pentru ce avem noi nevoie , e mai mult decat suficient ,
plus ca nu mai stai 3 saptamani pana vine din USA ... Preturile sunt chiar bune , vand si la persoane fizice , la dimensiuni rezonabile .
Au un punct de lucru in Bucuresti ( de fapt un nr. de telefon ) unde poti obtine mai multe info. Plata o solicita in avans , cash . Transportul
se face prin curier rapid ( Cargus sau FanCurier ) , in jur de 1 RON / kg .
Super treaba , o sa-i incerc . Mersi fain .
prelucrarile mecanice ( frezare , debitare ) nu sunt chiar excelente ... Oricum , pentru ce avem noi nevoie , e mai mult decat suficient ,
plus ca nu mai stai 3 saptamani pana vine din USA ... Preturile sunt chiar bune , vand si la persoane fizice , la dimensiuni rezonabile .
Au un punct de lucru in Bucuresti ( de fapt un nr. de telefon ) unde poti obtine mai multe info. Plata o solicita in avans , cash . Transportul
se face prin curier rapid ( Cargus sau FanCurier ) , in jur de 1 RON / kg .
Super treaba , o sa-i incerc . Mersi fain .
#3
cres
- Senior
-
- Grup: Members
- Postari: 306
- Inregistrat: 09-May 06
Postat 20 February 2010 - 01:49 PM
salutare
amari e fostul alcan care la o cerere de oferta de a mea pt un aliaj 5754 pe care il iau de la gilinox cu 19,8 ron a bagat min 6.5 eur si a si dorit sa stie care sint competitorii sai(de unde iau eu-lucru cam neprofesionist).departe de mine ghindul de a face reclama mascata sau nu pe forum,dar cerind placa de aluminiu 5754 de gros 50 de la gilinox sa mi se spuna ca in acel momet nu au dar pot sa-mi ofere aluminiu cal 6061(superior 5754) la 21,5 ron pe kg,ceea ce am si luat.Nu indrept lucruri catre gilinox ,pt ca de ex am o oferta de la o firma color metal(al din slovenia),dar atunci cind am luat leg cu ei au promis o vizita unde lucrez eu.inca astept...
toate cele bune
amari e fostul alcan care la o cerere de oferta de a mea pt un aliaj 5754 pe care il iau de la gilinox cu 19,8 ron a bagat min 6.5 eur si a si dorit sa stie care sint competitorii sai(de unde iau eu-lucru cam neprofesionist).departe de mine ghindul de a face reclama mascata sau nu pe forum,dar cerind placa de aluminiu 5754 de gros 50 de la gilinox sa mi se spuna ca in acel momet nu au dar pot sa-mi ofere aluminiu cal 6061(superior 5754) la 21,5 ron pe kg,ceea ce am si luat.Nu indrept lucruri catre gilinox ,pt ca de ex am o oferta de la o firma color metal(al din slovenia),dar atunci cind am luat leg cu ei au promis o vizita unde lucrez eu.inca astept...
toate cele bune
#4
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 20 February 2010 - 02:24 PM
Amari este foarte bun pentru aliajele de precizie pe care nu le-am vazut in alta parte, pentru alte tipuri de aliaje sunt convins ca exista oferte mai bune de exemplu am un prieten care lucreaza la etem si pentru profile industriale clasice de aluminiu(bara, T,U, teva) preturile sunt undeva pana in 5 eur pe kg(aliajele sunt seria 6000), siungura problema este ca trebuiesc cumparate bari de 6 metri.
Acum la amari nu stiu cat de precise sunt debitarile pentru ca vreau sa iau o placa de aluminiu sa o folosesc pe post de placa de baza la un CNC si ar fi pacat sa fie paralelogram in loc de dreptunghi, mai ales ca frezarea unei astfel de placi nu se poate face usor si oriunde.
cres am si eu o intrebare la gilinox vand si la persoane fizice si mai ales la dimensiune.
Orice alte informatii depre piata romaneasca de aluminiu sunt binevenite.
Acum la amari nu stiu cat de precise sunt debitarile pentru ca vreau sa iau o placa de aluminiu sa o folosesc pe post de placa de baza la un CNC si ar fi pacat sa fie paralelogram in loc de dreptunghi, mai ales ca frezarea unei astfel de placi nu se poate face usor si oriunde.
cres am si eu o intrebare la gilinox vand si la persoane fizice si mai ales la dimensiune.
Orice alte informatii depre piata romaneasca de aluminiu sunt binevenite.
#5
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 20 February 2010 - 04:41 PM
... frezari placi aluminiu la dimensiuni 800 / 600 max ( lungime / latime ) pot sa fac eu ... grosimi intre 6mm si 25mm ...
unghiurile de 90 , paralelismul si dimensiunile in tolerantele masinii ( 3-4 sutimi ) ...Mi-aduci placa si desenul , dureaza vreo cateva zile
( tre' sa ajung la atelier la Breaza )...
unghiurile de 90 , paralelismul si dimensiunile in tolerantele masinii ( 3-4 sutimi ) ...Mi-aduci placa si desenul , dureaza vreo cateva zile
( tre' sa ajung la atelier la Breaza )...
#6
cres
- Senior
-
- Grup: Members
- Postari: 306
- Inregistrat: 09-May 06
Postat 20 February 2010 - 07:34 PM
am mai scris ,cred,pe forum.gilinox e o firma romano-israeliana cu sediul in otopeni.e un depozit mare care nu are numai aluminiu ci si plastice ,inox,neferoase...eu cumpar lunar de la ei de poate 40-50 mil lei.sint foarte prompti in livrari si mai mult decit atit nu taxeaza taierea cu conditia sa nu le ramina lor bucati.eu intotdeauna incadrez pe o latime de placa(1200,1500).am negociat si preturi mai mici decit in catalog si plati la 45 zile(pe firma)
daca ai nevoie de bucati s-ar putea sa gasesti si ramasite care sint cam cu 20% mai ieftine.au o baza de date si poti vedea ce au deja gata taiat si ramas.daca aveti nevoie va pot pune in leg.cu persoana de acolo cu care colaborez ft bine.doar sa spuneti.
prelucrari la dimensiune(planari,canale T...) pot face si eu pe cnc cam 600 /800 dar nu cred ca merita trimis de la bucuresti
daca ai nevoie de bucati s-ar putea sa gasesti si ramasite care sint cam cu 20% mai ieftine.au o baza de date si poti vedea ce au deja gata taiat si ramas.daca aveti nevoie va pot pune in leg.cu persoana de acolo cu care colaborez ft bine.doar sa spuneti.
prelucrari la dimensiune(planari,canale T...) pot face si eu pe cnc cam 600 /800 dar nu cred ca merita trimis de la bucuresti
#7
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 21 February 2010 - 03:13 PM
Multumesc mult pentru ajutor, din pacate dimensiunile placii vor fi mai mari undeva 600*1200-1300* 20 vreau sa obtin o cursa de 1000mm. Nu voi folosi muchiile pe post de referinta asa ca in prima instanta voi vedea cat de buna este debitarea. Ghidajele vor fi montate pe spatele placii, desigur niste muchii drepte si unghiuri de 90 ajuta extrem de mult la aliniere si montaj.
Legat de profile de aluminiu stie cineva cam pe unde este pretul la profile ITEM sau BOSCH. La ISEL pretul este intre 9 si 14 eur pe kg in functie de tipul profilului(cele mai scupe fiind mesele cu canale T).
Legat de profile de aluminiu stie cineva cam pe unde este pretul la profile ITEM sau BOSCH. La ISEL pretul este intre 9 si 14 eur pe kg in functie de tipul profilului(cele mai scupe fiind mesele cu canale T).
#8
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 21 February 2010 - 07:30 PM
nici sa nu te gandesti sa faci aliniere dupa debitare ( indiferent cu ce masina s-a facut ) ... daca sina e " off " cu mai mult de 2-3 sutimi ,
tramming-ul motorului e varza ... plus ca se modifica odata cu deplasarea axei ... Ai nevoie de o referinta " curata " . O margine dreapta ...
( straight-edge ) , si un vinclu master ( cu cat mai mare , cu atat mai bine ). Sinele ar trebui sa fie paralele intre ele si in acelasi plan in
limita a 2-3 sutimi , altfel n-o sa-ti iasa nici o frezare drept ...crede-n vorba mea , stiu despre ce vorbesc ...
Cauta topicul lui " Adrianni " / router cnc , prezinta o masina cam la fel cu ce i-mi imaginez eu ca vrei sa faci tu ...Am participat
la alinierea masinii ( doar intr-o mica masura ) , si am vazut cam ce inseamna o aliniere de sina corecta ...
Bafta , rabdare si tutun ... ( ca o sa ai nevoie ...)
tramming-ul motorului e varza ... plus ca se modifica odata cu deplasarea axei ... Ai nevoie de o referinta " curata " . O margine dreapta ...
( straight-edge ) , si un vinclu master ( cu cat mai mare , cu atat mai bine ). Sinele ar trebui sa fie paralele intre ele si in acelasi plan in
limita a 2-3 sutimi , altfel n-o sa-ti iasa nici o frezare drept ...crede-n vorba mea , stiu despre ce vorbesc ...
Cauta topicul lui " Adrianni " / router cnc , prezinta o masina cam la fel cu ce i-mi imaginez eu ca vrei sa faci tu ...Am participat
la alinierea masinii ( doar intr-o mica masura ) , si am vazut cam ce inseamna o aliniere de sina corecta ...
Bafta , rabdare si tutun ... ( ca o sa ai nevoie ...)
#9
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 21 February 2010 - 10:44 PM
Am urmarit topicul cu atentie si mi se pare una dintre cele mai bine proiectate si executate masini DIY de pe net, mai ales ca are actionare servo si pe deasupra si traductoare liniare.
La proiectul meu voi avea ghidajele puse sub palaca, cu avantajele si dezavantajele de rigore. Plasare ghidajelor deasupra si cat mai aproape de portal are marele avantaj al rigiditatii, deformari elastice cat mai mici aliniere mai facila. Dezavantajul principal este finaciar deorece necesita doua suruburi cu bile si ghidajele sunt expuse atat aschiilor cat si contactului accidental cu hainele/mainile celui care foloseste masina.
Proiectul care vreau sa il fac eu este mai aporoape de desigunul Data-cut http://www.data-cut.com/router.html ,dar cu multe modificari pentru folosirea mai eficienta a mesei si un alt tip de portal, modificate coloanele de sutinere a portalului care mi se par deficiente la preluarea sarcinilor in lungul axei y. In plus coloaanele, patinele, piulita surubului cu bile toate vor fi prinse pe o singura traversa(stil techno-isel seria LC) nu in "serie" asa cum sunt in proiectul data-cut. Deasemena mi se pare obligatorie folosirea sinelor profialte pe axa X la acest tip de proiect, pentru obinerea performantelor maxime. La prelucarile in lungul axei Y momentele de rasucire care apar in jurul axei x nu sunt transmise mesei(care este mult mai rigida) ci traversei de care este prins surubul.
Din cate am inteles masina Data-cut are probleme la cursele rapide (shuter- care nu stiu excat ce insemna in romana probabil trepidatii), aceasta ar putea fi una din posibilele cauze, alta ar fi inratrea in rezonata a surubului(nu am planurile asa ca nu stiu exact ce diametru de surub folosete).
Nici nu aveam de gand sa fac aliniarea dupa debitatare care in cel mai bun caz este facuta in limita a cateva zecimi. Probabil ca metoda de aliniere va fi cu firul tensionat(tensionat si parcus de curent cu atentionare in caz de contact) pentru sina master dupa aceea voi face aliniere celeilate sine dupa sina master. Am mai vazut o metoda interesanta de aliniere(la cineva pe CNCzone) folosind o nivela cu raza laser(prinsa de patina) proiectat pe o placa plasata la distanta de cativa metri de masina pentru a amplifica erorile, deasemenea alinirea se facea cu o singura patina tot in acelas scop. Asta pentru alinierea in lungul sinei, pentru alinierea in plan din pacate nu va trebui sa ma bazez exclusiv pe planitatea placii de aluniniu care desi are 0,15 mm / metru maxim in realiate sper sa fie mai bine, sau cel putin pe portiuni corespondente.
Partea de aliniere sunt convins ca va fi dificla si din pacate nu fumez :angry:
La proiectul meu voi avea ghidajele puse sub palaca, cu avantajele si dezavantajele de rigore. Plasare ghidajelor deasupra si cat mai aproape de portal are marele avantaj al rigiditatii, deformari elastice cat mai mici aliniere mai facila. Dezavantajul principal este finaciar deorece necesita doua suruburi cu bile si ghidajele sunt expuse atat aschiilor cat si contactului accidental cu hainele/mainile celui care foloseste masina.
Proiectul care vreau sa il fac eu este mai aporoape de desigunul Data-cut http://www.data-cut.com/router.html ,dar cu multe modificari pentru folosirea mai eficienta a mesei si un alt tip de portal, modificate coloanele de sutinere a portalului care mi se par deficiente la preluarea sarcinilor in lungul axei y. In plus coloaanele, patinele, piulita surubului cu bile toate vor fi prinse pe o singura traversa(stil techno-isel seria LC) nu in "serie" asa cum sunt in proiectul data-cut. Deasemena mi se pare obligatorie folosirea sinelor profialte pe axa X la acest tip de proiect, pentru obinerea performantelor maxime. La prelucarile in lungul axei Y momentele de rasucire care apar in jurul axei x nu sunt transmise mesei(care este mult mai rigida) ci traversei de care este prins surubul.
Din cate am inteles masina Data-cut are probleme la cursele rapide (shuter- care nu stiu excat ce insemna in romana probabil trepidatii), aceasta ar putea fi una din posibilele cauze, alta ar fi inratrea in rezonata a surubului(nu am planurile asa ca nu stiu exact ce diametru de surub folosete).
Nici nu aveam de gand sa fac aliniarea dupa debitatare care in cel mai bun caz este facuta in limita a cateva zecimi. Probabil ca metoda de aliniere va fi cu firul tensionat(tensionat si parcus de curent cu atentionare in caz de contact) pentru sina master dupa aceea voi face aliniere celeilate sine dupa sina master. Am mai vazut o metoda interesanta de aliniere(la cineva pe CNCzone) folosind o nivela cu raza laser(prinsa de patina) proiectat pe o placa plasata la distanta de cativa metri de masina pentru a amplifica erorile, deasemenea alinirea se facea cu o singura patina tot in acelas scop. Asta pentru alinierea in lungul sinei, pentru alinierea in plan din pacate nu va trebui sa ma bazez exclusiv pe planitatea placii de aluniniu care desi are 0,15 mm / metru maxim in realiate sper sa fie mai bine, sau cel putin pe portiuni corespondente.
Partea de aliniere sunt convins ca va fi dificla si din pacate nu fumez :angry:
Aceasta postare a fost editata de katalinhr: 21 February 2010 - 10:46 PM
#10
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 22 February 2010 - 10:14 AM
Interesant link ... pozitionarea sinelor sub masa e o chestie ...noua , ca sa zic asa ... ( cel putin pentru mine ) ...
Sunt curios ce modificari vei face ... o captura dupa proiect ar fi edificatoare , daca e posibil ...apropo , in ce program
faci proiectul ? Cum faci prelucrarile pieselor componente ( placi , blocuri , etc ) ?
Ce solutie de " workholding " te gandesti sa folosesti ? Vacuum , clampe , gauri tehnologice ? Transformi placa de baza intr-o " tooling plate " ?
( grila de gauri filetate ) ?
Ai studiat masinile "K2 " ? Am lucrat pe asa ceva si am fost multumit de constructie , rigiditate ... Design simplu , usor de intretinut ...
Si mai e chestia cu motoarele ... de ce servo-uri si nu steppere ? Pentru viteza de pozitionare ?
Sunt curios ce modificari vei face ... o captura dupa proiect ar fi edificatoare , daca e posibil ...apropo , in ce program
faci proiectul ? Cum faci prelucrarile pieselor componente ( placi , blocuri , etc ) ?
Ce solutie de " workholding " te gandesti sa folosesti ? Vacuum , clampe , gauri tehnologice ? Transformi placa de baza intr-o " tooling plate " ?
( grila de gauri filetate ) ?
Ai studiat masinile "K2 " ? Am lucrat pe asa ceva si am fost multumit de constructie , rigiditate ... Design simplu , usor de intretinut ...
Si mai e chestia cu motoarele ... de ce servo-uri si nu steppere ? Pentru viteza de pozitionare ?
#11
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 22 February 2010 - 06:18 PM
Proiectarea o voi face in Catia cel mai probail ( momentan stiu doar sa fac part-uri mai am de invatat) si desene de ececutie in Autocad. Desigur, cand va fi gata, voi prezenta proiectul atat 3D cat si fizic momentan nu am nimic pe hartie ci doar in cap. La partea de proiectatre pot sa lucrez si 2D nu imi trebuie obligatoriu sa am toata maisna in 3D pentru a ma apuca de lucru. O alta problema este ca va trebui sa fac si partea de calcule de rezistenta si cum o metodologie de "cum sa iti calculezi un CNC" nu exsitsa va trebui sa gasesc singur drumul. Avand modelul 3D ar fi fost bine sa fac si o analiza cu elent finit pentru a descoperi zonele cele mai solicitate si a dimensiona corect elemntele, insa ANIS o sa fac deabia la anu cand proiectul ca fi deja demarat/terminat . La o maina de acest fel sunt foarte importante deformatiile elastice care trebuiesc tinute sub un anumit nivel pentru a asigura precizia dorita si asta in regim dinamic care nu prea se mai poate calcula pe hartie.
Numarul pieselor ce vor necesita prelucare va fi tinut la minim si vor fi facute pe masini clasice(nu de mine), insa pot prelucra doar piese mici.
Pentru prindere voi folosi mai multe siteme, pentru piese de tip placa (lemn,plastic) voi folosi o placa de mdf de sacrificiu(orcum era nevoie de ea ca nu taiam masa de aluminiu). Pentru alt tip de piese mai mici si de precizie voi da la o parte placa de mdf si voi prinde peste placa de baza o masa de aluminiu cu canale T de la isel de dimensiuni mai mici gen 250*500. In acest fel voi putea sa prind usor si cleme si menghina.
Masa de vaccum mi-as dori insa poate pe viitor , costul unei astfel de instalatii este destul de mare si se justifica numai daca faci bani cu masina. Pentru piese mici(dar nu prea mici) si dimensiuni ale mesei de vaccum mici se pot folosi sisteme care transforma aerul comprimat in vaccum si care sunt considerabil mai ieftine, insa imi trebuie compresorul pe care nu il am.
Gauri in placa de baza am sa dau rational strict cat este nevoie pentru a-mi prinde restul de disozitive.
O alta idee ar fi fost sa fac masina folosind doua profile cu canale T de la isel(de 375 latime) puse unul langa altul si cu ghidajele puse la fel tot sub placa, ca pret ar fi iesit cam la fel. Am renuntat insa la acesta indee deaorece vroiam un batiu rigid dintr-o singura bucata. La ideea cu doua profile tip masa ar fi fost mult mai greu de controlat palnul de asezare al ghidajelor, ar fi fost nevoie obligatoriu de o rigidizare pe mijloc, insa care ar fi fost ingreunata de faptul ca surubul cu bile ar fi trebui sa traca pe acolo. Mai sunt si alte motive pentru care nu am mers pe aceasta idee, desi ca din punct de vedere al prinderii piesei era superioara.
Legat de masinile K2, pana sa ajung la aceast idee de constructie a masinii am incercat sa studiez cat mai mult produsele comerciale existente pe piata, sa vad idei care imi plac, moduri de constructie, asmablare. Unleme tipuri de masini mi-au placut altele nu.
De exemplu imi plac masinile de la techno-isel prin simplitatea constructie(tot cu gidajele puse dedesut la seria LC) cadtu sudat si detensionat pentru ridigitate marita ghidaje si surub pe axa X THK si axe integrate isel pentru Y si Z si au si preturi foarte bune pentru ce ofera.
Masinile K2 nu pot sa le include pe lista celor care mi-au placut din mai multe motive(aici ma refer la cele din aluminiu cu sine profilate http://www.k2cnc.com/shop/proddetail.asp?p...25-G&cat=26 ): nu imi place ideea cu gidajele puse pe lateral, sunt mult mai greu de aliniat si mai ales de puse cele doua profile laterale paralele. Nu imi place modul in care sunt facute colonele care sutin portalul, mi s par subtiri si deloc rigidicate pe directia in lungul portalului. Un alt lucru care nu imi mai place este placa prea subtire a axai Y si deloc rigidizata in lungul axei X, nu trebuie uitat ca ea preia tot momentul dat de forta de aschiere si forta de avans si in plus si pe acestea, iar cand axa Z este pe mijlocul axei y este atunci deformatiile sunt cele mai mari. Nu imi mai place ca pe axa y foloseste doar cate o patina pe sina, nu este chiar o problema atat de mare deorece nu apar momente in jurul axei Z dar pentro o asezare mai buna ar fi fot bine sa folosesca doua patine, pentru axa Z mi se par obligatorii doua patine, insa masina foloseste sine de 20 asa ca problemele sunt mult diminuate, desi ca eu as fi preferat sine de 15 cu 4 patine care ofera o distributie mai buna a sarcinii. Realtiv scumpe pentru ce ofera, pretul afisat este mic insa dupa ce se adauga tot ce este nevoie pretul ajunge destul de sus.
Nu am exerinta practica deloc cu masinile CNC asa ca incerc sa o fac cat mai rigida si sa tin cont de cat mai multe aspecte in proiectarea masinii deorece nu am psobilitatea sa imi repar greselile, sau sa fac dupaia alta masina mai buna. Poate imi fac mult prea multe griji si sunt prea exigent :) !
Ultima masina facuta de tine si prezentata pe forum mi se pare net superioara oricarei masini K2.
Prefer servo din mai multe motive, principalul ar fi ca functioneaza in bucla inchisa si nu apar probleme de pierdere a pasilor. Precizie cinematica mai buna( rezolutie 5 um pentru surub cu pas de 5 si encoder cu 1000 pe impulsuri pe rotatie, desigur pentru ce vreau eu sa construiesc nu este foarte relevanta dar este clar mai buna decat 0,025 obtinut cu steper ), funtionare cu vibratii mai putine, se poate face controlul vitezei. Comportre mult mai buna la aceleratii si deceleratii si viteza de pozitionare mai mare. Sunt mai bune pentru reliefuri 3D. Dezavantajul principal este costul motoarelor si mai ales al driverelor.
Ca si servo cel mai probabil voi folosi cele de tipul fara perii cu drivere facute in house.
Sunt multe de discutat si mi s-ar parea interesanta o analiza detalitat firmelor si modelelor CNC existente pe piata, cum se construieste, avantaje si dezavantaje a diverselor soluti constructive . Mi se pare extrem de educativa si te ajuta sa faci mai putine greseli in proiectare si sa iti gasesti tipul de masina care iti place si care se incadreaza mijloacelor si posibilitatilor.
Imi cer scuze pentru raspunsul prea lung.
Numarul pieselor ce vor necesita prelucare va fi tinut la minim si vor fi facute pe masini clasice(nu de mine), insa pot prelucra doar piese mici.
Pentru prindere voi folosi mai multe siteme, pentru piese de tip placa (lemn,plastic) voi folosi o placa de mdf de sacrificiu(orcum era nevoie de ea ca nu taiam masa de aluminiu). Pentru alt tip de piese mai mici si de precizie voi da la o parte placa de mdf si voi prinde peste placa de baza o masa de aluminiu cu canale T de la isel de dimensiuni mai mici gen 250*500. In acest fel voi putea sa prind usor si cleme si menghina.
Masa de vaccum mi-as dori insa poate pe viitor , costul unei astfel de instalatii este destul de mare si se justifica numai daca faci bani cu masina. Pentru piese mici(dar nu prea mici) si dimensiuni ale mesei de vaccum mici se pot folosi sisteme care transforma aerul comprimat in vaccum si care sunt considerabil mai ieftine, insa imi trebuie compresorul pe care nu il am.
Gauri in placa de baza am sa dau rational strict cat este nevoie pentru a-mi prinde restul de disozitive.
O alta idee ar fi fost sa fac masina folosind doua profile cu canale T de la isel(de 375 latime) puse unul langa altul si cu ghidajele puse la fel tot sub placa, ca pret ar fi iesit cam la fel. Am renuntat insa la acesta indee deaorece vroiam un batiu rigid dintr-o singura bucata. La ideea cu doua profile tip masa ar fi fost mult mai greu de controlat palnul de asezare al ghidajelor, ar fi fost nevoie obligatoriu de o rigidizare pe mijloc, insa care ar fi fost ingreunata de faptul ca surubul cu bile ar fi trebui sa traca pe acolo. Mai sunt si alte motive pentru care nu am mers pe aceasta idee, desi ca din punct de vedere al prinderii piesei era superioara.
Legat de masinile K2, pana sa ajung la aceast idee de constructie a masinii am incercat sa studiez cat mai mult produsele comerciale existente pe piata, sa vad idei care imi plac, moduri de constructie, asmablare. Unleme tipuri de masini mi-au placut altele nu.
De exemplu imi plac masinile de la techno-isel prin simplitatea constructie(tot cu gidajele puse dedesut la seria LC) cadtu sudat si detensionat pentru ridigitate marita ghidaje si surub pe axa X THK si axe integrate isel pentru Y si Z si au si preturi foarte bune pentru ce ofera.
Masinile K2 nu pot sa le include pe lista celor care mi-au placut din mai multe motive(aici ma refer la cele din aluminiu cu sine profilate http://www.k2cnc.com/shop/proddetail.asp?p...25-G&cat=26 ): nu imi place ideea cu gidajele puse pe lateral, sunt mult mai greu de aliniat si mai ales de puse cele doua profile laterale paralele. Nu imi place modul in care sunt facute colonele care sutin portalul, mi s par subtiri si deloc rigidicate pe directia in lungul portalului. Un alt lucru care nu imi mai place este placa prea subtire a axai Y si deloc rigidizata in lungul axei X, nu trebuie uitat ca ea preia tot momentul dat de forta de aschiere si forta de avans si in plus si pe acestea, iar cand axa Z este pe mijlocul axei y este atunci deformatiile sunt cele mai mari. Nu imi mai place ca pe axa y foloseste doar cate o patina pe sina, nu este chiar o problema atat de mare deorece nu apar momente in jurul axei Z dar pentro o asezare mai buna ar fi fot bine sa folosesca doua patine, pentru axa Z mi se par obligatorii doua patine, insa masina foloseste sine de 20 asa ca problemele sunt mult diminuate, desi ca eu as fi preferat sine de 15 cu 4 patine care ofera o distributie mai buna a sarcinii. Realtiv scumpe pentru ce ofera, pretul afisat este mic insa dupa ce se adauga tot ce este nevoie pretul ajunge destul de sus.
Nu am exerinta practica deloc cu masinile CNC asa ca incerc sa o fac cat mai rigida si sa tin cont de cat mai multe aspecte in proiectarea masinii deorece nu am psobilitatea sa imi repar greselile, sau sa fac dupaia alta masina mai buna. Poate imi fac mult prea multe griji si sunt prea exigent :) !
Ultima masina facuta de tine si prezentata pe forum mi se pare net superioara oricarei masini K2.
Prefer servo din mai multe motive, principalul ar fi ca functioneaza in bucla inchisa si nu apar probleme de pierdere a pasilor. Precizie cinematica mai buna( rezolutie 5 um pentru surub cu pas de 5 si encoder cu 1000 pe impulsuri pe rotatie, desigur pentru ce vreau eu sa construiesc nu este foarte relevanta dar este clar mai buna decat 0,025 obtinut cu steper ), funtionare cu vibratii mai putine, se poate face controlul vitezei. Comportre mult mai buna la aceleratii si deceleratii si viteza de pozitionare mai mare. Sunt mai bune pentru reliefuri 3D. Dezavantajul principal este costul motoarelor si mai ales al driverelor.
Ca si servo cel mai probabil voi folosi cele de tipul fara perii cu drivere facute in house.
Sunt multe de discutat si mi s-ar parea interesanta o analiza detalitat firmelor si modelelor CNC existente pe piata, cum se construieste, avantaje si dezavantaje a diverselor soluti constructive . Mi se pare extrem de educativa si te ajuta sa faci mai putine greseli in proiectare si sa iti gasesti tipul de masina care iti place si care se incadreaza mijloacelor si posibilitatilor.
Imi cer scuze pentru raspunsul prea lung.
Aceasta postare a fost editata de katalinhr: 22 February 2010 - 06:22 PM
#12
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 23 February 2010 - 10:43 AM
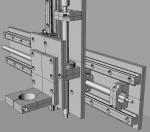
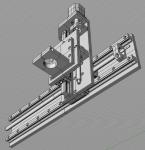
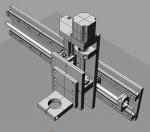
Uite un exemplu : axa Y si axa Z , proiectate in Rhino . Suruburi 1605 , aluminiu MIC-6 ( cea mai subtire placa de acolo are 12.7mm / 1/2" ).
Sine THK HSR25 , patine HSR25 CA ( cu flansa ) . Curse utile pe la 550/Y , 140/Z . Eu nu prea ma pricep la calcule de torsiune si alte chestii
dintr-astea , prefer sa " over-build " ... Am incredere ca masina asta o sa prelucreze aluminiu in conditii decente ...cu conditia folosirii
unui motor de frezare de calitate ... Ce parere ai ? ( Nu da cu pietre , eu sunt lacatus mecanic la baza , n-am pregatire in domeniu ...)
Sine THK HSR25 , patine HSR25 CA ( cu flansa ) . Curse utile pe la 550/Y , 140/Z . Eu nu prea ma pricep la calcule de torsiune si alte chestii
dintr-astea , prefer sa " over-build " ... Am incredere ca masina asta o sa prelucreze aluminiu in conditii decente ...cu conditia folosirii
unui motor de frezare de calitate ... Ce parere ai ? ( Nu da cu pietre , eu sunt lacatus mecanic la baza , n-am pregatire in domeniu ...)
Thumbnail atasat
Aceasta postare a fost editata de katran: 23 February 2010 - 10:43 AM
#14
cres
- Senior
-
- Grup: Members
- Postari: 306
- Inregistrat: 09-May 06
Postat 23 February 2010 - 12:14 PM
salutare
am si eu o intrebare.de ce preferi sa folosesti pe axa Z doar o sina?nu crezi ca exista posibilitatea aparitiei unor torsiuni la intrari in span sau schimbari de sens.
intreb pt ca sint convins ca ai un rationament pt asta si ala nu e economia,stiind ca materiale folosesti
toate cele bune
am si eu o intrebare.de ce preferi sa folosesti pe axa Z doar o sina?nu crezi ca exista posibilitatea aparitiei unor torsiuni la intrari in span sau schimbari de sens.
intreb pt ca sint convins ca ai un rationament pt asta si ala nu e economia,stiind ca materiale folosesti
toate cele bune
#15
katran
- MEGA Membru
-
- Grup: Members
- Postari: 1143
- Inregistrat: 08-May 08
- Gender:Male
- Location:Bucharest
-
Interests:CNC , motociclism , aviatie
comerciala , grafica 3D .
Postat 23 February 2010 - 12:51 PM
Daca sina ar fi fost mica , probabil ca nu functiona corect ... Insa la o sina de 25 ,doua patine , pe o cursa de 125-140mm ... e absolut suficient ...
mai e si experienta ... am lucrat cu o axa Z cam la fel ( poate un pic mai slabuta ...) si am prelucrat aluminiu fara probleme...
Treaba sta in placile de aluminiu ... daca sunt subtirele , atunci ai probleme de torsiune . Montajul e important ... daca nu e facut corect
( unghiurile de 90 nu cad unde trebuie , piesele nu sunt aliniate , imbinarile sunt naspa , etc ) , atunci sigur o sa ai probleme ...
Ideal e ca totul sa fie cat mai compact , strans , bine inchegat ... La asta ajuta rahatul ala de MIC-6 ...
Deci rationamentul de fapt ...nu prea e , care este ... Pur si simplu asa " se aseaza " bine ... NU am pregatire in domeniu ( proiectare ,
calcule de masa , torsiuni , incarcari ) ... Tot ce fac e mai mult dupa ureche ... Daca i-mi da un sentiment de " O.K " , atunci " las-o ma
sa merge asa " ... N-am doua maini stangi , " vizualizez " in spatiu , si daca ceva nu cade unde trebuie , ma prind usor unde e problema ...
Ce sa mai vorbim , meseria mea e sa ametesc avioane intr-un lighean ( radar ) , n-are nici o legatura cu tehnica ... Chestia asta cu
CNC-urile a venit tarziu la mine , ce am invatat a fost din mers , lautareste ... NU-mi pasa ce cred altii , pe mine ma relaxeaza ...si
asta e cel mai important ... plus ca daca " ma misc cu talent " poate scot si niste banuti ...
Scuze daca m-am ambalat nitel ... cred ca Red-Bull-ul ala e de vina ... la noapte muncesc 12 ore si maine dimineata ma duc la
sopron la Breaza ... trepidez ... incep o masina si abia astept ....
Hai bafta , si sa traim pana la moarte !!!!
mai e si experienta ... am lucrat cu o axa Z cam la fel ( poate un pic mai slabuta ...) si am prelucrat aluminiu fara probleme...
Treaba sta in placile de aluminiu ... daca sunt subtirele , atunci ai probleme de torsiune . Montajul e important ... daca nu e facut corect
( unghiurile de 90 nu cad unde trebuie , piesele nu sunt aliniate , imbinarile sunt naspa , etc ) , atunci sigur o sa ai probleme ...
Ideal e ca totul sa fie cat mai compact , strans , bine inchegat ... La asta ajuta rahatul ala de MIC-6 ...
Deci rationamentul de fapt ...nu prea e , care este ... Pur si simplu asa " se aseaza " bine ... NU am pregatire in domeniu ( proiectare ,
calcule de masa , torsiuni , incarcari ) ... Tot ce fac e mai mult dupa ureche ... Daca i-mi da un sentiment de " O.K " , atunci " las-o ma
sa merge asa " ... N-am doua maini stangi , " vizualizez " in spatiu , si daca ceva nu cade unde trebuie , ma prind usor unde e problema ...
Ce sa mai vorbim , meseria mea e sa ametesc avioane intr-un lighean ( radar ) , n-are nici o legatura cu tehnica ... Chestia asta cu
CNC-urile a venit tarziu la mine , ce am invatat a fost din mers , lautareste ... NU-mi pasa ce cred altii , pe mine ma relaxeaza ...si
asta e cel mai important ... plus ca daca " ma misc cu talent " poate scot si niste banuti ...
Scuze daca m-am ambalat nitel ... cred ca Red-Bull-ul ala e de vina ... la noapte muncesc 12 ore si maine dimineata ma duc la
sopron la Breaza ... trepidez ... incep o masina si abia astept ....
Hai bafta , si sa traim pana la moarte !!!!
#16
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 23 February 2010 - 03:00 PM
Nu dau cu pietre ca nu am de ce.
La axa Y nu vad absolut nici o problema mai ales la cursa utila de 550 si lungime de axpozimativ 650-700, palca de 12 este mai mult decat suficient si este cu suguranta mai grosa decat cea din proiectul K2. Cele doua patine si sinele, mai mult decat suficiente, de 25 asigura precizia si resistenta necesara. La axa y apar mumente numai dupa axele x si y si nu dupa axa z unde acest tip de constructie este deficitar. La axa z nu mi se apre cea mai buna constructie insa tiand cont de faptul ca sina este de 25 multe probleme sunt rezolvate. Din cauza faptului ca sucla este plasata excentric fata de axa sinei apare si un moment in jurul axei z care daca placa de prindere a motorului de frezare este indeajuns de rezistenta si deasemena si cea pe care este prins ghidajul nu ar trebui sa creeze probleme.
Imi place ideea cu surubul lasat in aer care nu este nici o problema tinad cont de cusa si care mai are avntajul ca daca apar deformatii in palca mobila a axei Z nu induce in piulita forte radiale care nu ii plac de nici o culore.
Avantajul acestui tip de constructie este compactitatea care catodata este dorita. Pentru un motor frezare de calitate dar nu de putere forte mare, sau pentru un router de lemn nu as vedea sa fie vreo problema majora.
Exeprienta practica este cea mai importanta si daca in practica a functionat atunci insemna ca nu este o idee chiar atat de rea.
Faptul ce este lacatus mecanic la baza este un mare avantaj deorece te pricepi foarte bine la parte practica, la montaj, aliniere unde majoritatea sunt deficitari(inclusiv eu). In orice caz la cosntructia masinilor intra si multa intuitie nu doar calcule, deorece de multe ori trebuie sa ne descurcam cu ce gasim, cu ce avem la dispotitie si sa luam decizii pe loc fara a mai avea timpul sa analizam in detaliu.
Multa bafta la noua masina.
La axa Y nu vad absolut nici o problema mai ales la cursa utila de 550 si lungime de axpozimativ 650-700, palca de 12 este mai mult decat suficient si este cu suguranta mai grosa decat cea din proiectul K2. Cele doua patine si sinele, mai mult decat suficiente, de 25 asigura precizia si resistenta necesara. La axa y apar mumente numai dupa axele x si y si nu dupa axa z unde acest tip de constructie este deficitar. La axa z nu mi se apre cea mai buna constructie insa tiand cont de faptul ca sina este de 25 multe probleme sunt rezolvate. Din cauza faptului ca sucla este plasata excentric fata de axa sinei apare si un moment in jurul axei z care daca placa de prindere a motorului de frezare este indeajuns de rezistenta si deasemena si cea pe care este prins ghidajul nu ar trebui sa creeze probleme.
Imi place ideea cu surubul lasat in aer care nu este nici o problema tinad cont de cusa si care mai are avntajul ca daca apar deformatii in palca mobila a axei Z nu induce in piulita forte radiale care nu ii plac de nici o culore.
Avantajul acestui tip de constructie este compactitatea care catodata este dorita. Pentru un motor frezare de calitate dar nu de putere forte mare, sau pentru un router de lemn nu as vedea sa fie vreo problema majora.
Exeprienta practica este cea mai importanta si daca in practica a functionat atunci insemna ca nu este o idee chiar atat de rea.
Faptul ce este lacatus mecanic la baza este un mare avantaj deorece te pricepi foarte bine la parte practica, la montaj, aliniere unde majoritatea sunt deficitari(inclusiv eu). In orice caz la cosntructia masinilor intra si multa intuitie nu doar calcule, deorece de multe ori trebuie sa ne descurcam cu ce gasim, cu ce avem la dispotitie si sa luam decizii pe loc fara a mai avea timpul sa analizam in detaliu.
Multa bafta la noua masina.
#17
amador

- Membru de onoare
-
- Grup: Members
- Postari: 802
- Inregistrat: 29-March 08
Postat 05 April 2010 - 06:43 AM
 katran, la Feb 23 2010, 11:43 AM, a spus:
katran, la Feb 23 2010, 11:43 AM, a spus:
Uite un exemplu : axa Y si axa Z , proiectate in Rhino . Suruburi 1605 , aluminiu MIC-6 ( cea mai subtire placa de acolo are 12.7mm / 1/2" ).
Sine THK HSR25 , patine HSR25 CA ( cu flansa ) . Curse utile pe la 550/Y , 140/Z . Eu nu prea ma pricep la calcule de torsiune si alte chestii
dintr-astea , prefer sa " over-build " ... Am incredere ca masina asta o sa prelucreze aluminiu in conditii decente ...cu conditia folosirii
unui motor de frezare de calitate ... Ce parere ai ? ( Nu da cu pietre , eu sunt lacatus mecanic la baza , n-am pregatire in domeniu ...)
Sine THK HSR25 , patine HSR25 CA ( cu flansa ) . Curse utile pe la 550/Y , 140/Z . Eu nu prea ma pricep la calcule de torsiune si alte chestii
dintr-astea , prefer sa " over-build " ... Am incredere ca masina asta o sa prelucreze aluminiu in conditii decente ...cu conditia folosirii
unui motor de frezare de calitate ... Ce parere ai ? ( Nu da cu pietre , eu sunt lacatus mecanic la baza , n-am pregatire in domeniu ...)
Daca veti incerca sa treceti pe un program 3 d adecvat,gen Catia sau SW, se va rezolva usor si problema calculelor de torsiune,acestea avand in soft analize de rezistenta.
Teorie este atunci cand stii totul, dar nu merge nimic.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
#18
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 05 April 2010 - 12:23 PM
amador, la Apr 5 2010, 07:43 AM, a spus:
Daca veti incerca sa treceti pe un program 3 d adecvat,gen Catia sau SW, se va rezolva usor si problema calculelor de torsiune,acestea avand in soft analize de rezistenta.
Modulul de analiza din catia nu este foarte avansat, problema majora este determinarea corecta a incarcarilor. In practica pentru o analiza seriosa a incarcarilor se foloseste ansis si de preferat simularea in ansablu.
In cazul masinilor Diy eu vad mai importanta intuita si cateva cunsotinte de baza de rezistenta.
Un caclul riguros nu se poate face, deorece deobicei nu se stie exact ce motor de frezare se va folosi, care vor fi fortele de aschiere, ce motore de actionare se vor folosi si in genral se merge si pe ce se gaseste pe piata, nu se face un proiect si dupaia se comanda sau se fabrica totul la specificatii .
#19
amador
- Membru de onoare
-
- Grup: Members
- Postari: 802
- Inregistrat: 29-March 08
Postat 05 April 2010 - 05:57 PM
katalinhr, la Apr 5 2010, 01:23 PM, a spus:
Modulul de analiza din catia nu este foarte avansat, problema majora este determinarea corecta a incarcarilor. In practica pentru o analiza seriosa a incarcarilor se foloseste ansis si de preferat simularea in ansablu.
In cazul masinilor Diy eu vad mai importanta intuita si cateva cunsotinte de baza de rezistenta.
Un caclul riguros nu se poate face, deorece deobicei nu se stie exact ce motor de frezare se va folosi, care vor fi fortele de aschiere, ce motore de actionare se vor folosi si in genral se merge si pe ce se gaseste pe piata, nu se face un proiect si dupaia se comanda sau se fabrica totul la specificatii .
In cazul masinilor Diy eu vad mai importanta intuita si cateva cunsotinte de baza de rezistenta.
Un caclul riguros nu se poate face, deorece deobicei nu se stie exact ce motor de frezare se va folosi, care vor fi fortele de aschiere, ce motore de actionare se vor folosi si in genral se merge si pe ce se gaseste pe piata, nu se face un proiect si dupaia se comanda sau se fabrica totul la specificatii .
Eu lucrez in SW iar calculele de rezistenta sunt multumitoare,cel putin pentru mine si domeniu meu de activitate.Faptul ca nu se stie ce motor se va folosi anuleaza din start un calcul de rezistenta adecvat.Daca nu cunoastem incarcarile nu avem cum sa determinam ce material este cel mai indicat sa folosim.In acest caz eu as merge pe un cadru din otel care oricum suporta incarcari mult mai mari.Dar in cazul celor de aluminiu credc a ar fi bine de stiut rezistenta maxima a profilului.
Aceasta postare a fost editata de amador: 05 April 2010 - 05:59 PM
Teorie este atunci cand stii totul, dar nu merge nimic.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
#20
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 06 April 2010 - 10:59 AM
Caculul de rezistenta pentru masini unelte este un pic diferit(de cel al structurilor metalice gen pod) deorece rezistenta maxima admisibila a unui material nu este criteriul de baza. La un CNC este importanta deformatia elastica, structura in sine este proiectata sa fie mult mai rezistenta decat solicitarile.
In orice caz principala problema la caculul unei masini este determinarea cazului cel mai nefavorabil de solicitare si nu trebuie uitat ca masina lucreaza in regim dinamic iar noi facem cacule in regim static.
La profilele de aluminiu producatorul ofera memetele de inertie, iar restul parametrilor necesari pentru un cacul de deformatie cum ar fi modulul lui Yang se iau din fisa aliajului. Problema aluminiului nu este rezistenta deorece este destul de rezistent ci faptul ca se deformeaza usor si are un coeficient de dilatare termica mare insa stabil si se pot face compensari termice extrem de precise(acest lucru pe langa alte avantaje ii permit sa fie folosit inclusuv componenta masinilor de masurat in coordonate)
Strcuturile de otel desi superiore ca rezistenta au cu totul alte probleme de cele mai multe ori de nerzolvat pentru constructoul amator.
In primul rand precizia suprafetelor, profile de otel din comert au abateri destul de mari si de cele mai multe ori mult peste cele aceptate de ghidaje. Realizare unor suprafete adecvate de asezare pentru ghidaje necesita frezare sau frezare+ rectificare. Daca aluminiu mai merge frezat si pe masini hoby usore obtirerea unor suprafete plane pe otel este imposibila pe astfel de masini. Pofilele de aluminiu sunt destul de drepte din fabrica si de cele mai multe ori nu necesita nici o operatie de prelucare.
Prinderile dintre profile: In cazul celor de aluminiu producatorul ofera o gama extrem de mare de acesorii care permit obtinere aproape a oricarei structuri dorite. In cazul otelului se pot folosi structuri sudate, dar care daca nu sunt detensoinate si sudate adecvat nu exista nici o modalitate de a prezice cum vor lucra in timp. Tensinuile interne pot produce deformatii mult peste cela aceptabile de ghidaje. In cazul prinderilor cu suruburi posibilitatile sunt limitate. Desigur la obtinerea suprafetelor de asezare la otel se mai pot folosi diverse trucuri cum ar fi aplicare de rasini epoxidice cu diverse mteale autonivelante, injectia unor astfe de materiale intre profilul de otel si o suprafata drepta de referinta, obtinrea unghiurilor drepte dintre colone si baza folosind suruburi de reglare si injectie de astfel de materiale intre suprafete, etc. insa nu sunt de multe ori la indemana constructorului amator.
In final mai conteaza si destinatia masinii daca este pntru hoby si/sau facut un banut din cand in cand se pot ajusta paramtri de aschiere astfel incat lipsa de rigiditate a structurii sa nu mai reprezinte o problema, insa daca este vorba de o masina destinata unei fabrici de mobila care taie o placa de mdf dintr-o singura trecere cu viteze de 20m/minut cu toul altfel se pune problma, daca este vorba de nu centru de prelucare a metalelor de mare precizie lucrile devin cu adevrat complicate si fiecare detaliu conteaza.
In orice caz principala problema la caculul unei masini este determinarea cazului cel mai nefavorabil de solicitare si nu trebuie uitat ca masina lucreaza in regim dinamic iar noi facem cacule in regim static.
La profilele de aluminiu producatorul ofera memetele de inertie, iar restul parametrilor necesari pentru un cacul de deformatie cum ar fi modulul lui Yang se iau din fisa aliajului. Problema aluminiului nu este rezistenta deorece este destul de rezistent ci faptul ca se deformeaza usor si are un coeficient de dilatare termica mare insa stabil si se pot face compensari termice extrem de precise(acest lucru pe langa alte avantaje ii permit sa fie folosit inclusuv componenta masinilor de masurat in coordonate)
Strcuturile de otel desi superiore ca rezistenta au cu totul alte probleme de cele mai multe ori de nerzolvat pentru constructoul amator.
In primul rand precizia suprafetelor, profile de otel din comert au abateri destul de mari si de cele mai multe ori mult peste cele aceptate de ghidaje. Realizare unor suprafete adecvate de asezare pentru ghidaje necesita frezare sau frezare+ rectificare. Daca aluminiu mai merge frezat si pe masini hoby usore obtirerea unor suprafete plane pe otel este imposibila pe astfel de masini. Pofilele de aluminiu sunt destul de drepte din fabrica si de cele mai multe ori nu necesita nici o operatie de prelucare.
Prinderile dintre profile: In cazul celor de aluminiu producatorul ofera o gama extrem de mare de acesorii care permit obtinere aproape a oricarei structuri dorite. In cazul otelului se pot folosi structuri sudate, dar care daca nu sunt detensoinate si sudate adecvat nu exista nici o modalitate de a prezice cum vor lucra in timp. Tensinuile interne pot produce deformatii mult peste cela aceptabile de ghidaje. In cazul prinderilor cu suruburi posibilitatile sunt limitate. Desigur la obtinerea suprafetelor de asezare la otel se mai pot folosi diverse trucuri cum ar fi aplicare de rasini epoxidice cu diverse mteale autonivelante, injectia unor astfe de materiale intre profilul de otel si o suprafata drepta de referinta, obtinrea unghiurilor drepte dintre colone si baza folosind suruburi de reglare si injectie de astfel de materiale intre suprafete, etc. insa nu sunt de multe ori la indemana constructorului amator.
In final mai conteaza si destinatia masinii daca este pntru hoby si/sau facut un banut din cand in cand se pot ajusta paramtri de aschiere astfel incat lipsa de rigiditate a structurii sa nu mai reprezinte o problema, insa daca este vorba de o masina destinata unei fabrici de mobila care taie o placa de mdf dintr-o singura trecere cu viteze de 20m/minut cu toul altfel se pune problma, daca este vorba de nu centru de prelucare a metalelor de mare precizie lucrile devin cu adevrat complicate si fiecare detaliu conteaza.
#21
amador
- Membru de onoare
-
- Grup: Members
- Postari: 802
- Inregistrat: 29-March 08
Postat 06 April 2010 - 08:00 PM
Multumesc mult pentru informatii.Unele dintre ele chiar foarte utile.
In alta ordine de ideii... poate stiati sau poate nu...sunt si profile din otel extrudat care au cote deosebit de precise comparativ cu profilele din otel laminat.Am executat o lucrare de finete pe astfel de profile in urma cu cativa ani si am ramas surprins de calitatea lor.Am cautat azi adresa lor ,e o firma din Germania,dar din pacate nu am gasit-o.Pentru cei interesati daca am sa dau de ea am sa postez adresa lor.
In alta ordine de ideii... poate stiati sau poate nu...sunt si profile din otel extrudat care au cote deosebit de precise comparativ cu profilele din otel laminat.Am executat o lucrare de finete pe astfel de profile in urma cu cativa ani si am ramas surprins de calitatea lor.Am cautat azi adresa lor ,e o firma din Germania,dar din pacate nu am gasit-o.Pentru cei interesati daca am sa dau de ea am sa postez adresa lor.
Teorie este atunci cand stii totul, dar nu merge nimic.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
#22
katalinhr
- Junior
-
- Grup: Members
- Postari: 57
- Inregistrat: 22-November 09
Postat 06 April 2010 - 08:33 PM
amador, la Apr 6 2010, 09:00 PM, a spus:
Multumesc mult pentru informatii.Unele dintre ele chiar foarte utile.
In alta ordine de ideii... poate stiati sau poate nu...sunt si profile din otel extrudat care au cote deosebit de precise comparativ cu profilele din otel laminat.Am executat o lucrare de finete pe astfel de profile in urma cu cativa ani si am ramas surprins de calitatea lor.Am cautat azi adresa lor ,e o firma din Germania,dar din pacate nu am gasit-o.Pentru cei interesati daca am sa dau de ea am sa postez adresa lor.
In alta ordine de ideii... poate stiati sau poate nu...sunt si profile din otel extrudat care au cote deosebit de precise comparativ cu profilele din otel laminat.Am executat o lucrare de finete pe astfel de profile in urma cu cativa ani si am ramas surprins de calitatea lor.Am cautat azi adresa lor ,e o firma din Germania,dar din pacate nu am gasit-o.Pentru cei interesati daca am sa dau de ea am sa postez adresa lor.
Sunt interesat de adresa lor.
Otel frezat sub forma de placi dar si bare se gasete la misumi, insa preturile sunt detul de mari daca se mai adauga si transportul pretul pentru a realiza o structura pentru CNC ajunge destul de sus.
https://www.misumi-ec.com/euro/egrmen/ItemD...0300537970.html
https://www.misumi-ec.com/euro/egrmen/ItemD...0300535710.html
#23
amador
- Membru de onoare
-
- Grup: Members
- Postari: 802
- Inregistrat: 29-March 08
Postat 06 April 2010 - 09:06 PM
incearca sa gasesti ceea ce ti-ar trebui aici:
http://www.extrudedprofilesworld.com/extru...el-profile.html
http://www.extrudedprofilesworld.com/extru...el-profile.html
Teorie este atunci cand stii totul, dar nu merge nimic.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
#24
amador
- Membru de onoare
-
- Grup: Members
- Postari: 802
- Inregistrat: 29-March 08
Postat 07 April 2010 - 07:05 AM
Din pacate nu am gasit datele referitoare la compania din germania.Incerca si mai cauta si tu pe net.am mai rtinut 2 adrese,din pacate cam departe de noi.
http://translate.googleusercontent.com/tra...B7ZaMWI34Vgv-FA
http://translate.googleusercontent.com/tra...QbY7FUg6rxIYV0Q
http://translate.googleusercontent.com/tra...B7ZaMWI34Vgv-FA
http://translate.googleusercontent.com/tra...QbY7FUg6rxIYV0Q
Teorie este atunci cand stii totul, dar nu merge nimic.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
Practica este cand toate merg, dar nu stii de ce.
Montajele mele imbina teoria cu practica: nu merge nimic si nu stiu de ce.
Arata acest topic










Pagina 1 din 1
- Nu puteti crea un topic nou
- Raspuns nou
1 useri citesc topicul
0 membri, 1 vizitatori, 0 utilizatori anonimi
